Виды топливных брикетов
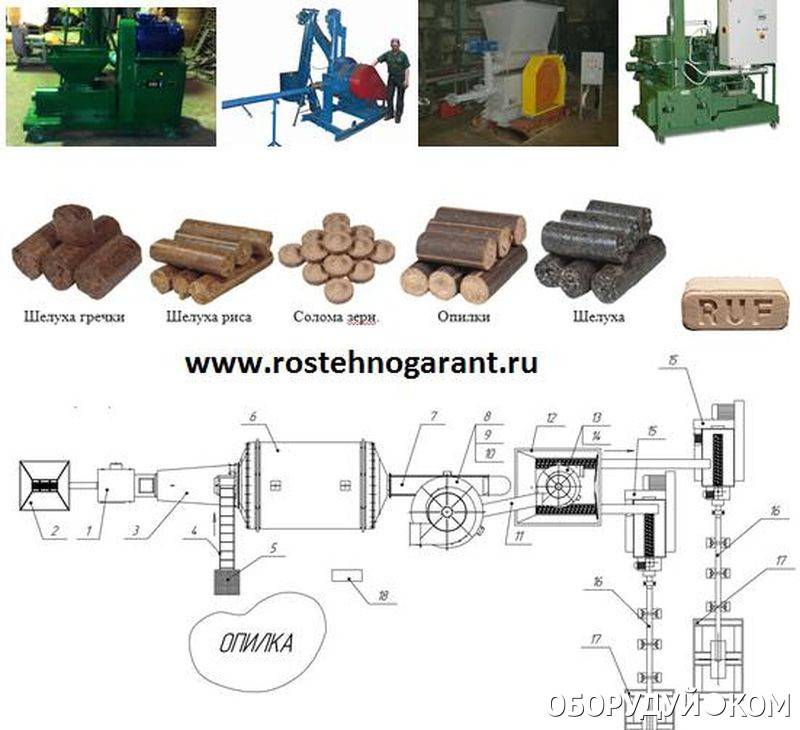
Брикеты делят на виды в зависимости от их формы. В основном на рынке можно встретить следующие типы:
- RUF. Это прямоугольники прессованные размером 15 х 9,5 х 6,5 см. Производят их из опилок натуральной древесины с добавлением специальных компонентов.
- Nestro. Визуально это цилиндры диаметром от 6 до 9 см и длиной от 5 до 35 см, не имеющие отверстий. Материал для производства — прессованная древесная масса. Ее просушивают, помещают в загрузочною емкость, затем посредством шнека подают на прессование. По формам под давлением массу распределяют дозаторы.
- Pini kay. По форме это многогранники с числом граней от 4 до 6. В процессе производства их подвергают обработке высокими температурами и прессованию под высоким, до 1100 бар, давлением. В результате, возрастает эффективность горения, влагостойкость, плотность.
Химический состав и теплоотдача у всех этих видов прессованных опилок одинакова, отличаются они только плотностью. Этому топливу не свойственны искры, вылетающие в разные стороны. Большая плотность и незначительная гигроскопичность позволяют хранить это топливо в небольшой кладовке рядом с печкой.
Кроме опилок для производства брикетов применяют шелуху подсолнуха, гречки, бумагу, мелкие ветки, опавшие листья, солому. Оборудование для этого имеет довольно простую конструкцию, и изготовить его можно своими руками
Если для формирования брикетов есть необходимое сырье, их можно изготовить самостоятельно.
Производство
Процесс производства, как мы уже говорили, достаточно простой, даже несмотря на то, что проходит он в домашних условиях.
Чтобы сделать брикеты для топки печей своими руками необходимо:
- Подготовить качественное сырье, измельчить его до нужной консистенции, просушить. Для того чтобы улучшить качество горения, в любое сырье можно добавить бумагу.
- При необходимости добавить связующий элемент (глину, лигнин), долить воды, загрузить в пресс-машину.
- Провести прессование изделия в подходящей форме при высоком давлении и желательно высокой температуре.
- Высушить готовое изделие, по возможности упаковать для защиты от внешних факторов. При сушке можно использовать ветошь и бумагу, способные вытянуть из брикета остатки влаги.
Проведя все эти работы вы получите отличное топливо, которым можно легко и быстро истопить баню, обогреть дом. При этом на длительном временном отрезке вы ощутите выгоду и экономию средств от применения подобных экодров.
Отметим, что во время работы следует постараться добиться влажности брикетов не более 10-12%, чтобы они отлично горели. Промышленно изготовленные брикеты имеют влажность менее 10%.
Чтобы убедиться в отменных характеристиках подобного вида топлива, можно купить себе немного евробрикетов на пробу в любом магазине. В то же время для создания подходящей атмосферы можно иногда растапливать камин или печь обычными дровами, ведь применение разных видов топлива не несет взаимоисключающий характер.
Общая информация о прессе для брикетирования
Оборудование выпускают в разнообразном исполнении. Развиваемое усилие варьируется в пределах от 500 до 3000 кгс/кв.см.
Примерная стоимость в рублях:
- мини-прессы – 70 000–100 000;
- модели бюджетного класса – 200 000;
- многофункциональные станки с большим ресурсом – от 300 000 до 1 000 000.
Самодельный агрегат можно изготовить в домашних условиях из подручных материалов.
Предназначение
Пресс сдавливает мелкофракционное сырье до его превращения в плотный брикет. Дорогие модели одновременно нагревают исходный материал до температуры в +150…300°С, что способствует выходу лигнина из растительных клеток.
Пресс сдавливает сырье в плотный брикет.
Конструктивные особенности: основные элементы
Главные составляющие пресса:
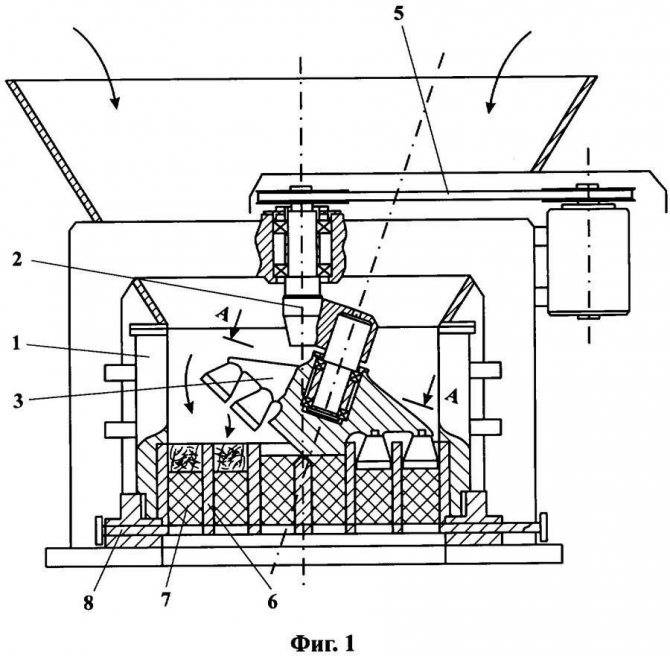
- Миксер. Перемешивает несколько видов сырья до состояния однородной смеси.
- Матрица. Придает сырью нужную форму.
- Пуансон. Оказывает давление на исходную массу.
- Рабочий механизм с приводом. Преобразует электрическую энергию в усилие сжатия.
- Станина. Основание, к которому крепят все компоненты.
Некоторые модели дополнительно оснащают нагревателем и ножом.
Принцип работы
Смесь поступает в матрицу, где подвергается давлению со стороны пуансона. Происходит уплотнение сырья с одновременной формовкой.





Принцип работы пресса для брикетов.
По принципу действия станки делятся на 2 вида:
- Прерывистые. В ходе производства многократно повторяют цикл: загрузка сырья – сжатие – выемка готового продукта из формы.
- Непрерывного действия (экструдеры). Подсыпка сырья и выдавливание продукта происходят постоянно, одновременно последний разрезают на бруски.
Необходимые материалы
Кроме гидравлической установки понадобятся кое-какие разновидности стального проката:
- Швеллер.
- Уголок равнополочный 100х100 мм.
- Лист толщиной 3 – 6 мм. Из него будет вырезаться пуансон. Толщина заготовки зависит от диаметра матрицы: чем большим он будет, тем толще должен быть пуансон.
Из этого же листа вырежем съемное дно для матрицы.
- Труба диаметром 25 – 30 мм — из нее будет изготовлен шток пуансона.
- Толстостенная труба — заготовка для матрицы. Диаметр зависит от того, какого размера брикеты хочет получить пользователь. Чем тоньше они будут, тем выше их плотность, но производительность станка при этом уменьшится.
- Труба большого диаметра — заготовка для корпуса миксера. Если подходящей трубы нет барабан можно сделать из листа жести.
- Оцинкованная сталь для изготовления лотков.
Всего потребуется два лотка — для загрузки подготовленного материала в матрицу и для приема готовых брикетов.
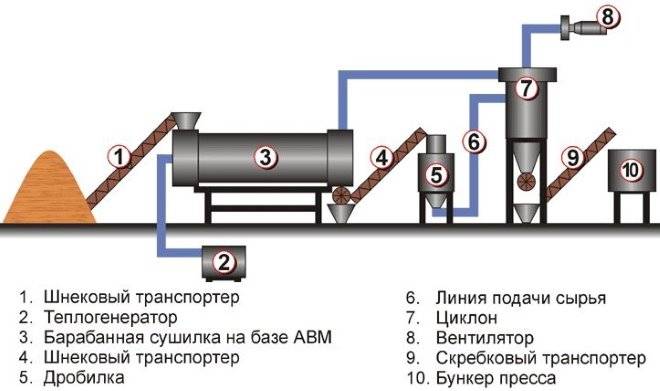
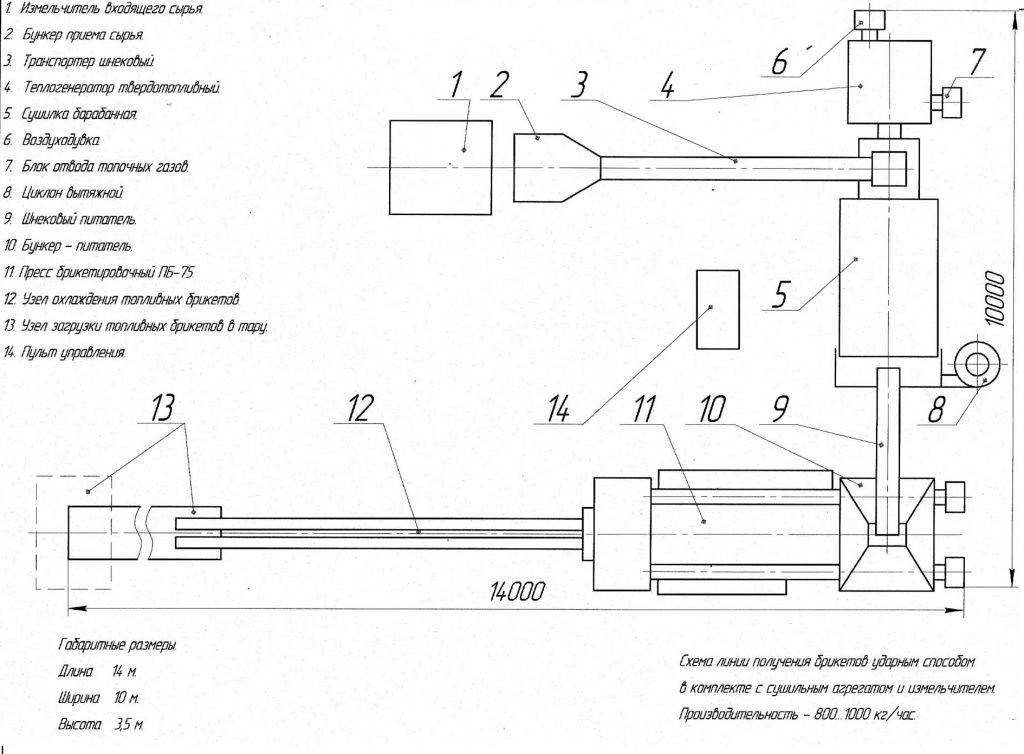
Оборудование для производства топливных брикетов
Из крупного оборудования в «топливном» деле не обойтись без:
- измельчитель сырья;
- сушильной камеры;
- специального пресса.
Отметим, что прессы для производства топливных брикетов существуют 4-х видов:
- Гидравлический.
- Шнековый экструдер.
- Ударно-механический.
- Пресс-гранулятор.
Различают их стоимость и принцип работы, объединяют – требования к сырью (влажность 4-10%) и равномерное измельчение (фракции меньше 25х25х2 мм).
Каждый пресс обладает своим преимуществом и недостатками для домашнего бизнеса:
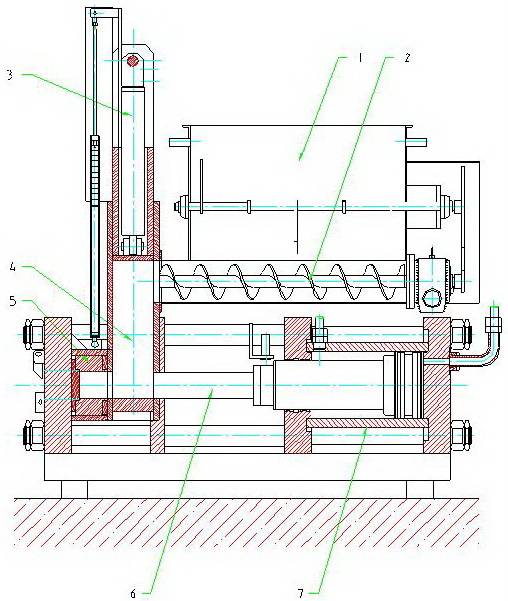
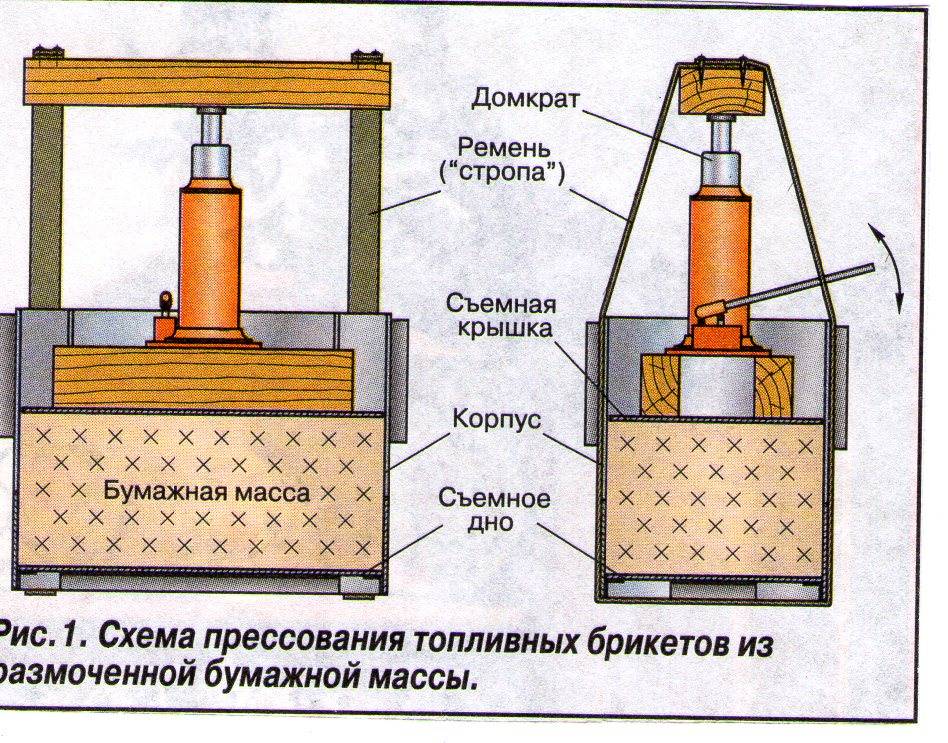
Гидравлический пресс для производства брикетов в домашних условиях представляет собой установку, состоящую из двух частей: 1 пресс-форма; 2 гидроцилиндр.
Принцип действия похож на работу домкрата. В пресс-форму насыпается сырье из опилок, а гидроцилиндр давит поршнем на опилки в пресс-форме. Таким образом, формируется плотный брикет.
Плюсы гидравлического пресса:
- самая доступная цена;
- простое и надежное устройство, которое практически не имеет узлов повышенного износа.
Минусы:
- низкая производительность.
- требует подготовки сырья с добавлением связующего вещества .
Например в качестве связующего вещества для топливных брикетов, можно добавить крахмал: 2%-3% от общей массы. Для действия связующего, естественно, нужно увлажнить смесь до 40%.)
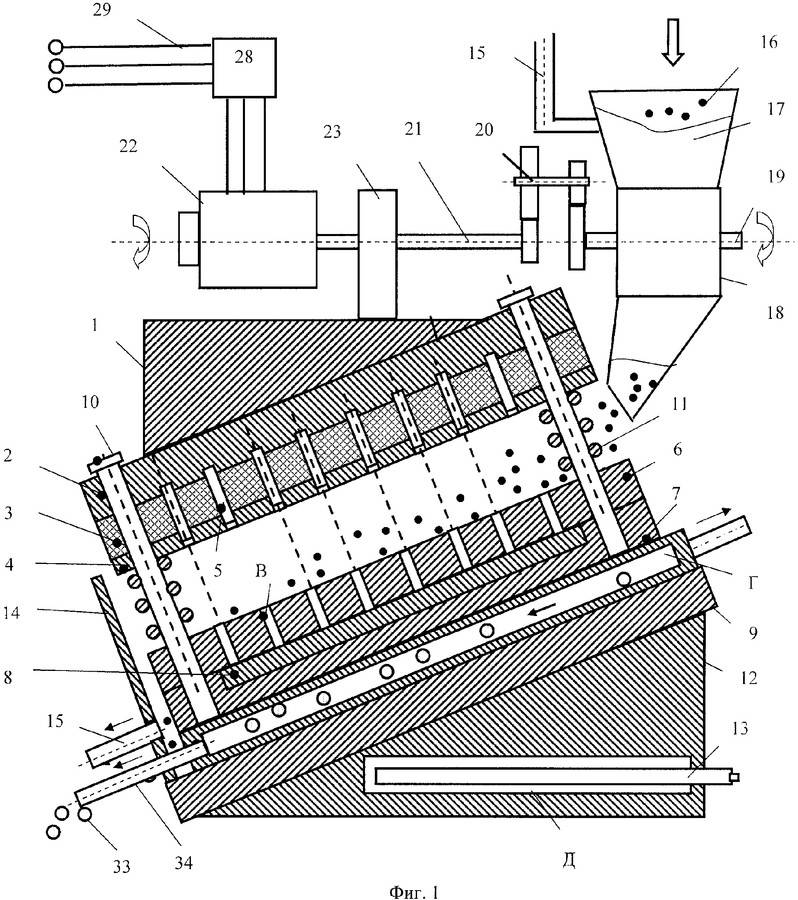
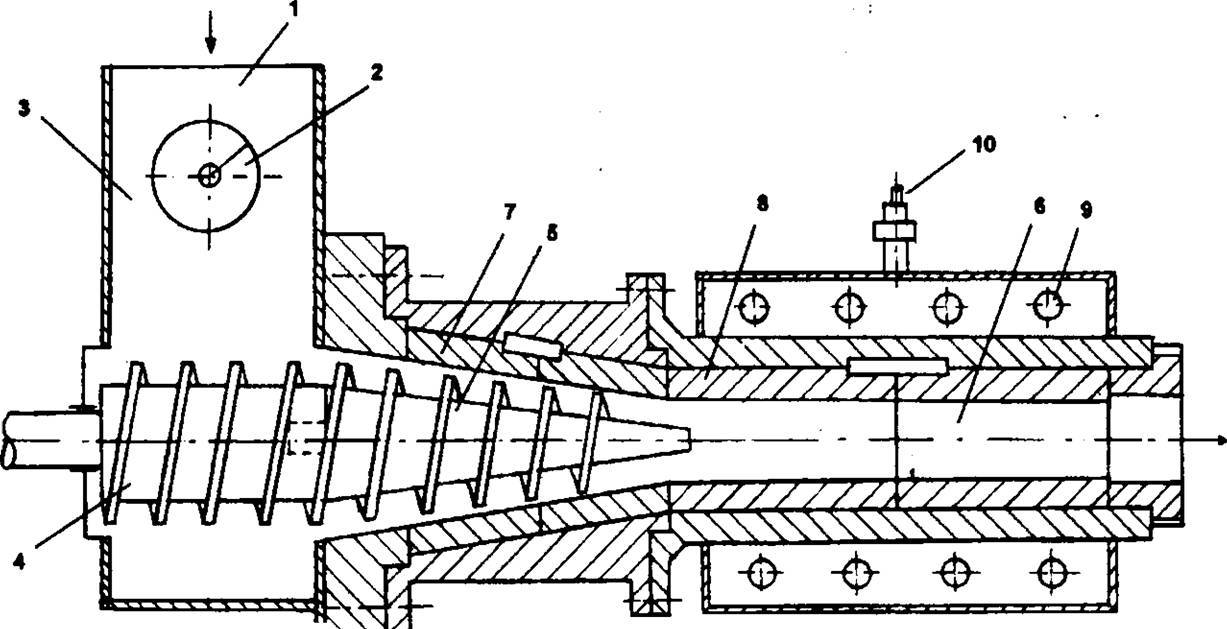
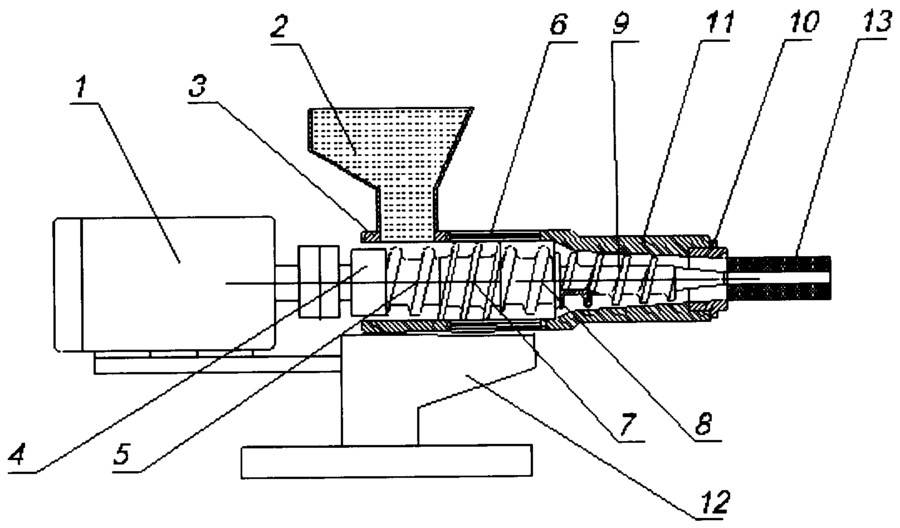
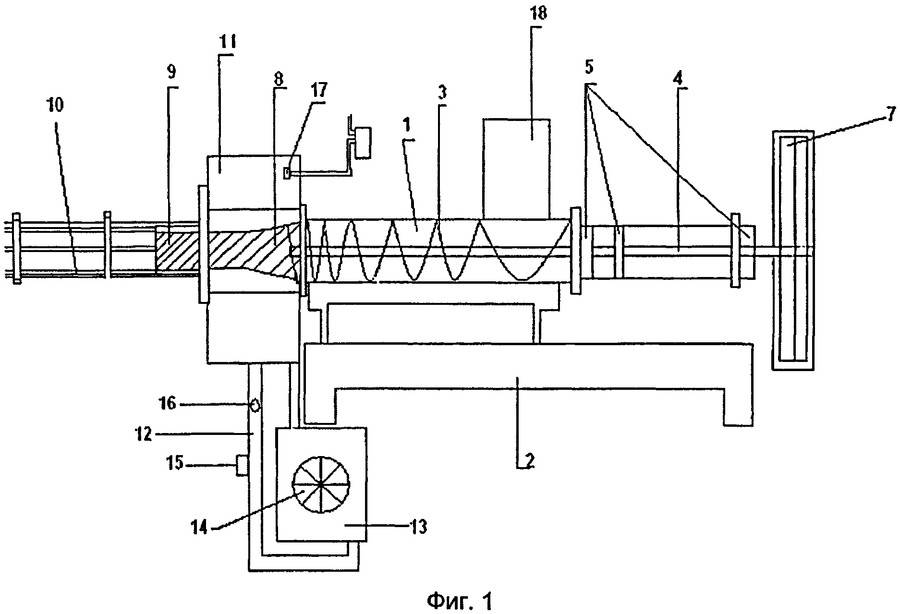
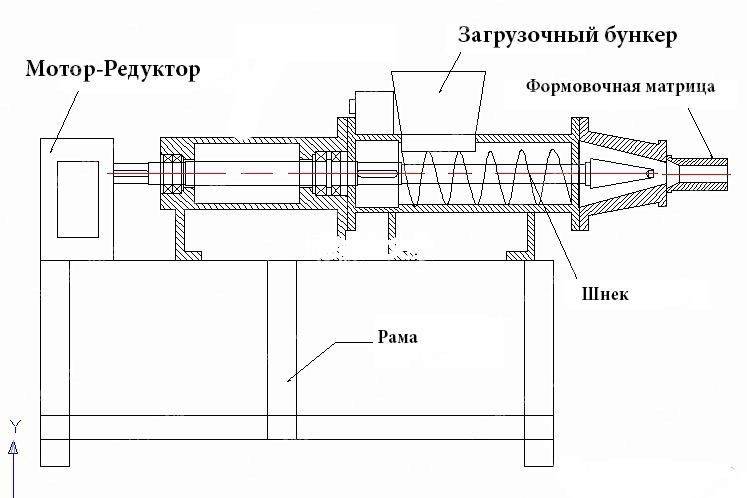
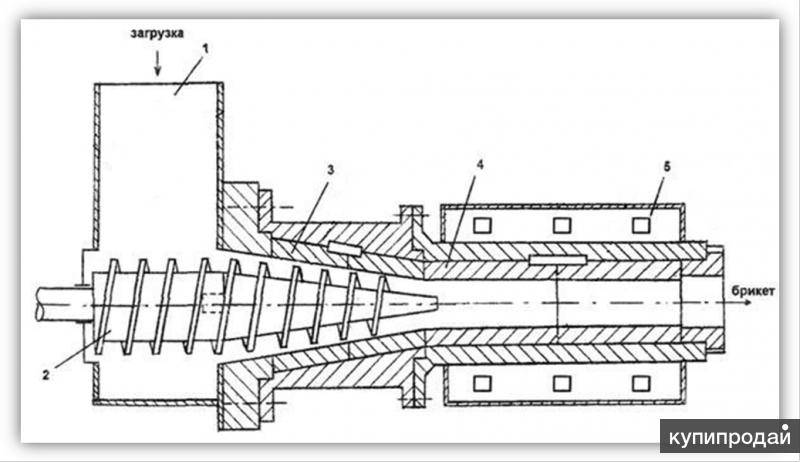
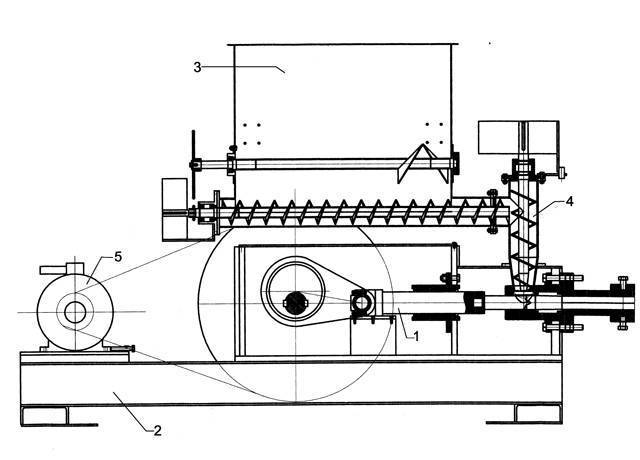
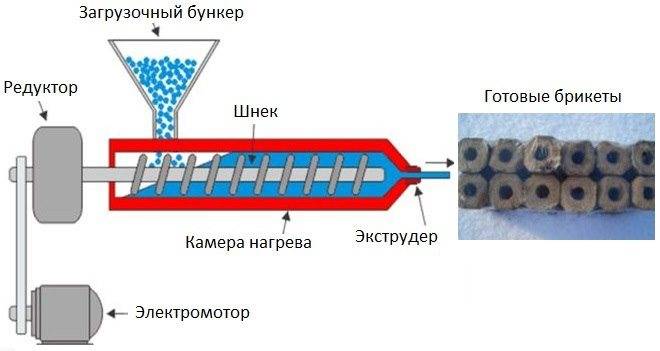
Шнековый пресс-экструдер для домашнего производства по принципу действия похож на мясорубку. Этот тип прессов детально описан в статье о производстве топливных пеллет. По шнеку подается сырье, которое на выходе через фильеру сжимается и под высоким давлением уплотняется. Весь процесс происходит под горячим прессованием. Фильера должна быть заранее прогрета, иначе устройство заклинит. Под высокой температурой и давлением из древесных опилок выделяется гидролизный лигнин. Это горючее вещество, которое еще играет роль связующего в процессе формирования брикетов.
Плюсы шнекового экструдера:
- самая высокая производительность (вес процесс выполняется непрерывно экструзивно);
- в процессе прессования выделяется лигин, который положительно влияет на формировку и качество брекетов.
Минусы:
- пресс требует длительную подготовку к работе (требуется прогреть фильеру и первые брикеты выбраковываются);
- быстро изнашиваются узлы повышенного трения – шнек и фильера;
- из-за высоких рабочих температур (выше 120Co) требуемых для нормального прессования сырья происходят необратимые процессы, при которых снижается качество продукта (калорийность брикетов – ниже).
Пресс ударно механический для производства топливного брикета по принципу действия похож на перфоратор. Кривошипно-шатунный механизмы (коленвал, шатун и поршень) передает с заданной частотой (около 20 раз за секунду) толчки поршню. С помощью ударов поршня продавливаются через фильеру предварительно загруженные в камеру опилки.








Плюсы:
- брикеты можно делать не только из опилок, но и из других материалов: шлифовальной и угольной пыли, торфа, соломы, отходов МФД;
- позволяет производить брикеты различного назначения – для частного рынка и для промышленных нужд;
- простота механизма и способность работать длительное время без участия человека – главные преимущества ударно-механического пресса;
- у агрегата хорошая производительность;
- значение коэффициента использования оборудования составляет 0,9.
Минусы:
- самая высокая цена;
- быстрый износ узлов трения кривошипа (на них действует сразу 2 силы: ударная сила и трение).
Пресс-гранулятор – это тот же самый гранулятор комбикорма, в который засыпают вместо зерна опилки.
Плюсы: хорошие соотношение цена/производительность.
Минусы:
- можно производить только брикеты мелкой фракции;
- требуется более мелкое измельчение сырья;
- требует подготовки сырья с добавлением связующего вещества для плотного брикетирования (крахмал 2%-3%).
В комплектации линии вместе с прессом часто находятся разнообразные приспособления, позволяющие усовершенствовать конечную продукцию:
- миксеры для смешивания примесей (к примеру, лигнина);
- насадки для нарезки определенных форм брикетов;
- увлажнители для пересушенного сырья.
Некоторое оборудование и даже некоторые пресса можно изготовить своими руками.
Формирование рынка сбыта
Учитывая сезонность данного направления, предпринимателю нужно позаботиться о том, чтобы в осенне-зимний период загрузить оборудование по максимуму, чтобы летом не уйти в минус. Пресс для брикетирования опилок выпускает продукцию, которая будет востребована не только на отечественном рынке, но и на зарубежном.
Основную долю прибыли будут приносить оптовые продажи, поэтому в первую очередь стоит сосредоточиться на поиске именно таких клиентов.
Но если говорить об иностранных партнерах, то они ценят в первую очередь качество приобретаемого товара
А потому, договариваясь с ними о сотрудничестве, важно быть полностью уверенным, что мини пресс для брикетов из опилок будет давать на выходе блоки правильной формы, без каких-либо посторонних включений на поверхности или снаружи. Для экспортных поставок обязательно потребуется оформить предприятие как ООО и получить сертификаты качества на продукцию
А нужна ли в этом деле реклама? Собираясь работать с оптовиками, на рекламу лучше не тратиться – клиентам будет важнее видеть перед собой выгодное коммерческое предложение. А вот ориентируясь на частных покупателей, пресс для опилок своими руками при наличии продуманной рекламы окупится гораздо быстрее. Для поиска розничных покупателей можно задействовать:
- газеты,
- радио,
- ТВ.
Наверняка в каждом частном секторе найдется с десяток заинтересованных в продукции покупателей. А потому, если позволяют средства, можно нанять в штат торгового представителя, который бы стал продвигать выпускаемый товар на рынке.
Чтобы летом совсем не остаться без клиентов, цены на готовую продукцию на протяжении всего года можно немного изменять, делая их немного ниже в несезон. А с наступлением холодов стоимость продукции, как правило, опять поднимается.
Популярные публикации:
Как составить бизнес план производства поддонов с нуля?
Свое дело на производстве строительных лесов.
Особенности конструкции прессовального аппарата
Самодельный пресс для брикетов — механический агрегат. Его ключевые элементы:
- Рабочий стол-станина. На этом основании будут закреплены все конструктивные детали пресса.
- Опорный каркас. Регулирует и направляет силовое усилие, которое человек оказывает на пресс.
- Привод. Может быть ручным или механическим (гидро- или электродвигатель).
- Пуансон. Это элемент привода, который оказывает непосредственное воздействие на сыпучую сырьевую заготовку.
- Формовочная емкость. Должна иметь перфорационные отверстия.
Простейший пресс оснащен винтовым ручным приводом. Давление на заготовку создается путем закручивания винта. Ее производительность достаточно низка, поэтому такой пресс не получил широкой популярности в народе. На загрузку-выгрузку, закручивание винта тратится время и энергия. Сравнительно более совершенным выглядит пресс для брикетов с длинным рычагом и функцией самостоятельного выдавливания готового кирпича наружу. Подобный станок можно усовершенствовать, усложнив конструкцию гидравлическим домкратом.






Описание и принцип работы
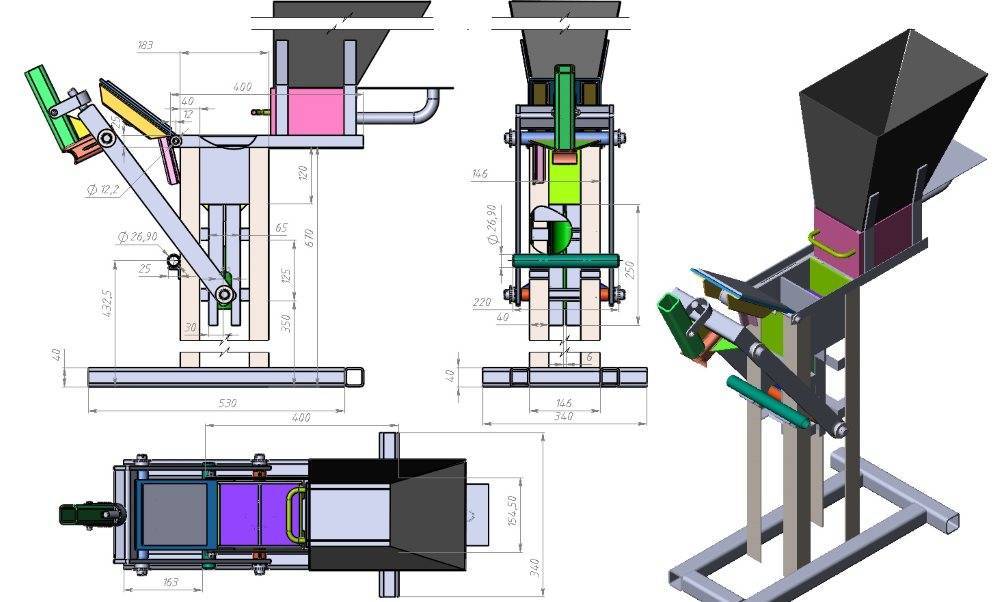
Мини-пресс для опилок
Пресс для получения топливных брикетов представляет собой механическое устройство, состоящее из:
- Основание, стол – служит для крепления остальных конструктивных элементов пресса, в том числе, матрицы, которая образует форму будущего изделия.
- Силовой каркас, крепящийся к основанию. Предназначен для передачи усилия через пуансон на сжимаемый материал.
- Привод – бывает двух видов:
- механический, например, гидроусилитель или электромотор;
- ручной – в качестве усилителя используется мускульная сила человека; подвид – использование дополнительного домкрата;
Этапы производства брикетов:
- Сырьё засыпают в матрицу, уплотняют, чтобы вошло максимально возможное количество материала.
- Далее, усилие через систему рычагов, передаётся на пуансон.
- Пуансон сдавливает сырьё, находящееся в матрице.
- Из расфиксированной формы достаётся брикет, отправляется на сушку.
Способы изготовления брикетов
Станок, используемый для брикетирования опилок, должен спрессовать заложенное сырье с огромным усилием. Только в этом случае выделится лигнин и свяжет отдельные частицы. Процесс сопровождается повышением температуры сдавливаемого вещества. Поэтому опилки и связующее вещество спекаются.
Сырье
Кроме опилок для изготовления евродров подходит стружка, более крупные отходы деревообработки, аграрные отходы, способные гореть. Приступать к изготовлению топливных брикетов нужно после подготовки сырья: измельчения крупных фракций, сушки до влажности в 8-10%.
Брикетирование
Следующий этап производства – брикетирование – прессование опилок давлением до получения компактного изделия требуемой формы. Способ брикетирования определяет применяемое на данном этапе оборудование – гидравлический пресс или шнековое устройство.
Сжимающее усилие пресса достигает 300-650 атмосфер и принцип его работы интуитивно понятен. Работа шнекового оборудования заключается в постепенном проталкивании сырья в сужающийся конический канал. При этом в рабочей части канала (с минимальным поперечным сечением) создается давление до 1000 атм. На выходе спрессованный монолит режется в размер.
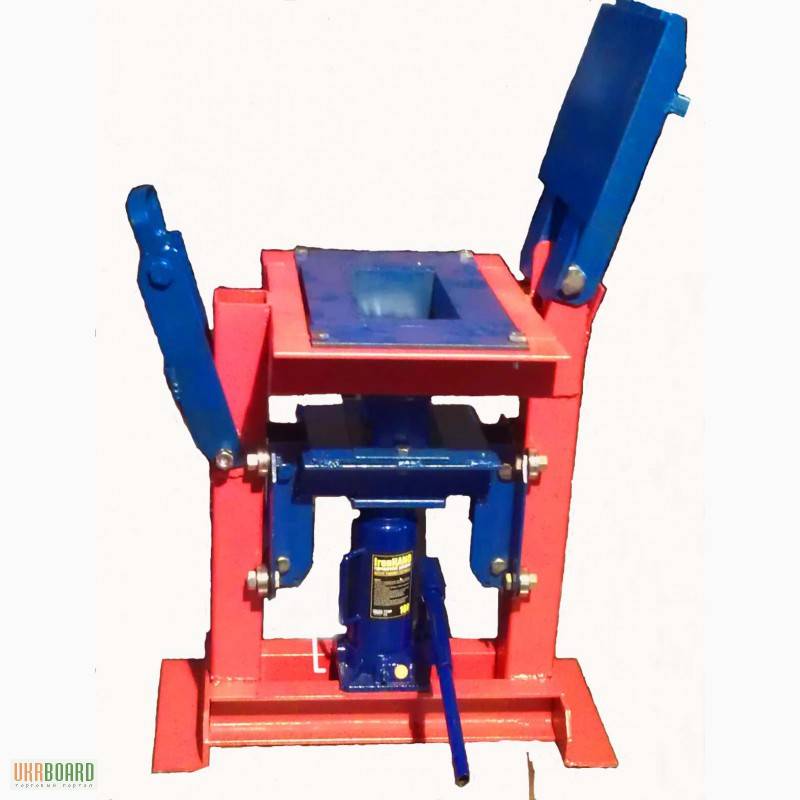
Ручной гидравлический пресс
Шнековый пресс
Пресс для изготовления топливных брикетов своими руками
Покупка готового оборудования для изготовления брикетов в зависимости от его мощности обойдется в сумму от 300 тыс. до 1 млн. руб.
Разумеется, для частника, желающего заняться изготовлением данного топлива чисто для собственных нужд, такие затраты нецелесообразны, поскольку окупятся они не скоро. Более правильным будет изготовить пресс из подручных материалов, тем более что ничего сложного в его конструкции нет.
Можно соорудить необходимое оборудование с нуля либо воспользоваться готовыми механизмами.
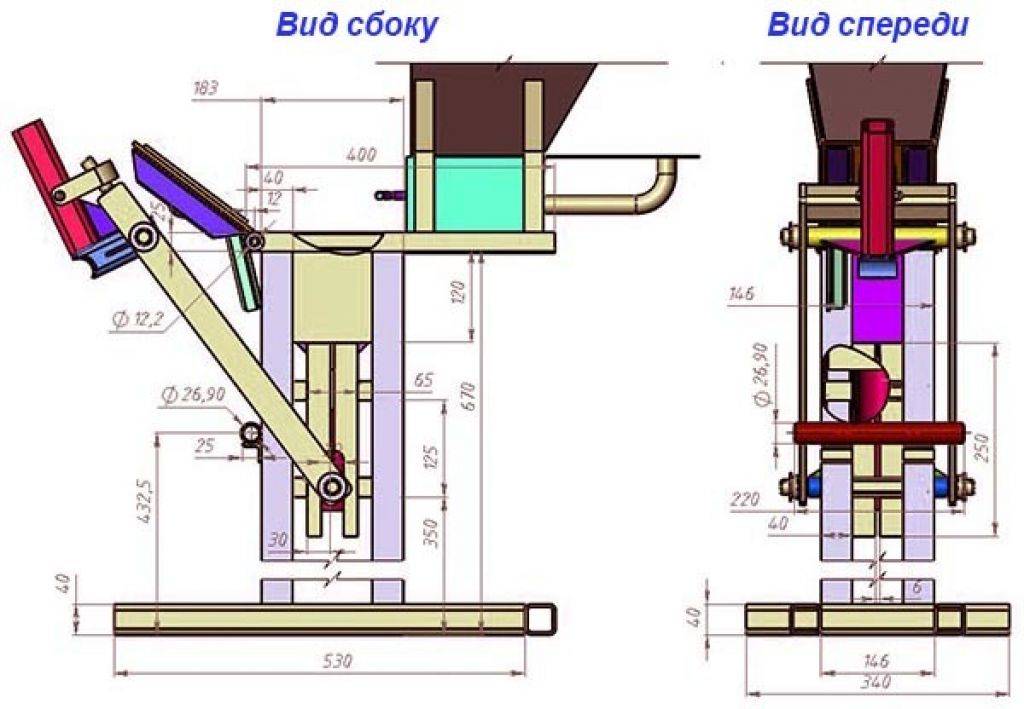
Самодельный станок
Схема
Рычажный и винтовой самодельный прессы не требуют применения покупных изделий, но и значительным усилием сжатия они похвастаться не могут. Предлагается собрать пресс на основе гидравлического домкрата или такого же пресса.
Он может быть оснащен электродвигателем либо ручным приводом:
- К гидравлической установке присоединим пуансон. Его размеры должны соответствовать размерам матрицы, в которой сырье будет спрессовываться в брикет.
- Саму матрицу изготовим из толстостенной трубы — это самый простой вариант. Для выхода воздуха и влаги в ее стенках будут проделаны отверстия.
- Матрицу оснастим съемным дном. Удалив его, готовый брикет можно будет вытолкнуть пуансоном в приемный лоток.
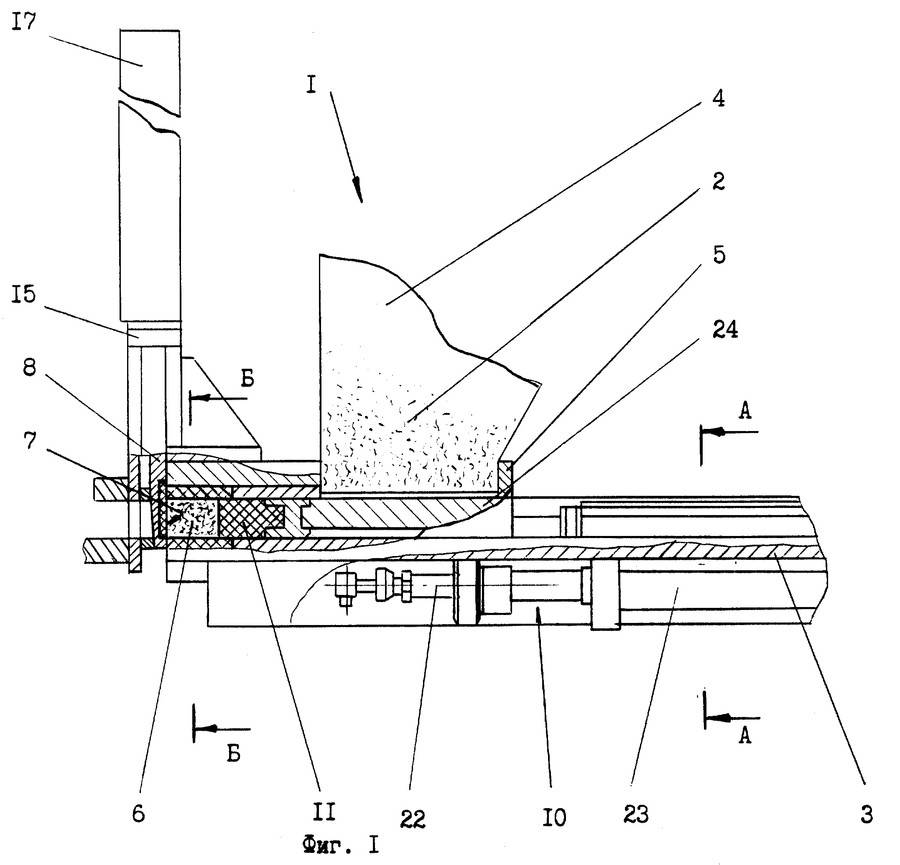
Чертеж-схема изготовления брикетов из размоченной бумажной массы
Рабочий механизм поместим в корпус, снабженный для удобства транспортирования двумя ручками.
Необходимые материалы
Кроме гидравлической установки понадобятся кое-какие разновидности стального проката:
- Швеллер.
- Уголок равнополочный 100х100 мм.
- Лист толщиной 3 – 6 мм. Из него будет вырезаться пуансон. Толщина заготовки зависит от диаметра матрицы: чем большим он будет, тем толще должен быть пуансон.
Из этого же листа вырежем съемное дно для матрицы.
- Труба диаметром 25 – 30 мм — из нее будет изготовлен шток пуансона.
- Толстостенная труба — заготовка для матрицы. Диаметр зависит от того, какого размера брикеты хочет получить пользователь. Чем тоньше они будут, тем выше их плотность, но производительность станка при этом уменьшится.
- Труба большого диаметра — заготовка для корпуса миксера. Если подходящей трубы нет барабан можно сделать из листа жести.
- Оцинкованная сталь для изготовления лотков.
Всего потребуется два лотка — для загрузки подготовленного материала в матрицу и для приема готовых брикетов.
Инструкция по изготовлению и сборке
Порядок операций при изготовлении пресса выглядит так:
- Из швеллеров необходимо сварить основание устройства.
- Из уголка делаем 4 стойки длиной по 1,5 метра. Они привариваются вертикально и с одинаковым шагом.
- Далее из трубы или листа жести необходимо изготовить барабан, в котором будет перемешиваться сырье. Если у вас есть поломанная стиральная машина, барабан, а также подшипники, можно извлечь из нее.
- Барабан нужно прикрепить к стойкам. Если есть возможность, его следует оборудовать электродвигателем. Если мотор является слишком высокооборотистым и понизить скорость вращения барабана до приемлемого значения за счет одной только разницы в диаметрах шкивов не удается, следует применить редуктор.
- Под барабаном необходимо закрепить лоток, по которому подготовленный материал будет подаваться в матрицу.
- В стенках трубы, используемой в качестве заготовки для матрицы, необходимо выполнить несколько отверстий диаметром 3 – 5 мм. Их надо распределить равномерно, чтобы воздух и вода выдавливались по всему объему брикета.
- Снизу к матрице необходимо приварить фланец, к которому будет прикручиваться съемное дно. Это дно вырезается из стального листа в виде диска с проушинами.
- Матрица приваривается или прикручивается к основанию под загрузочным лотком.
- Из стального листа вырезаем круглый пуансон. Это просто диск, диаметр которого позволяет ему свободно входить в матрицу.
Шток изготавливается из трубы: достаточно диаметра 30 мм. Одной стороной он приваривается к пуансону, а другой — крепится к гидравлической установке.




Далее весь узел следует прикрепить к стойкам точно над матрицей.
Чтобы сократить время, затрачиваемое на извлечение готового брикета из матрицы, и сделать тем самым станок более производительным, к днищу матрицы можно приварить пружину с диском такого же диаметра, что и пуансон.
После отключения гидравлической установки и извлечения пуансона изделие будет выталкиваться пружиной автоматически.
Изготовление на основе других устройств
Если желания создавать пресс для изготовления брикетов с нуля нет, тогда можно попробовать переработать какое-то другое приспособление под такой механизм. Это может быть домкрат или небольшой гидравлический пресс, который дополнительно оснащается пуансоном и матрицей.
При этом важно понимать, что все самодельные установки не способны обеспечивать то давление, при котором происходит выработка лигнина. В результате к исходной массе добавляют ряд сторонних добавок, включая:
- недорогой клеящий состав (например, для обоев);
- глину (на 1 часть сырья берут 10 частей отходов);
- размокшую бумагу или гофрокартон.
Занимаясь производством станка под брикеты, важно учитывать такой этап, как измельчение сырья. Ручная резка материала не рекомендуется, поскольку подобная манипуляция занимает много времени и сил
Вместо этого рекомендуется задействовать дополнительные приборы, например, измельчитель из старой активаторной стиральной машинки, в который помещают ножи. Также можно купить роторный станок. Его задача заключается в измельчении растительных компонентов.

Важен также такой момент, как измельчение сырья, при чем ручная резка материала не рекомендуется, поскольку подобная манипуляция занимает много времени и сил
К готовому оборудованию добавляют пуансон, размеры которого сопоставимы с размерами матрицы, где проходит прессование. Для создания матрицы берут толстостенную трубу, в которой проделываются отверстия под вентиляционную систему. Матрицу дополнительно снабжают съемным дном — его можно будет убрать после получения готового брикета.
Прессы для изготовления брикетов из опилок
Для производства брикетов из опилок можно использовать три вида прессов.
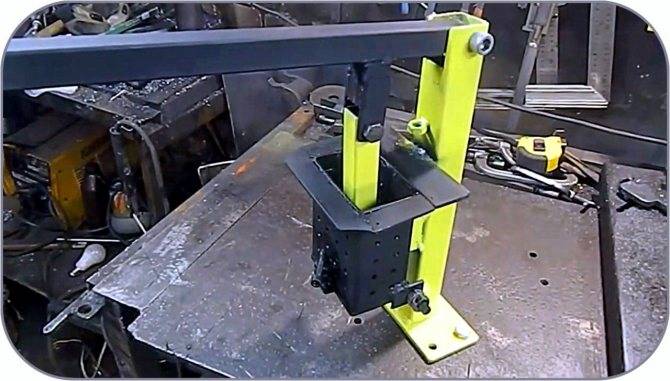
Механизм с ручным приводом
Процесс изготовления: сделать раму из металлической трубы ( сварить ее). Раму прикрепить для устойчивости к стене любой постройки. В нижней части рамы неподвижно закрепить форму бля брикетирования. Сверху на шарнире надо закрепить длинный рычаг. К рычагу надо прикрепить пресс, который будет нажимать на сырье. Пресс должен быть меньше формы по размеру, чтобы вдавливать в нее массу. Таким прессом можно изготавливать брикеты небольшой формы.
Механический пресс может быть и винтовым. Он представляет собой емкость для сырья и металлическую станину, в которую вставляется пресс в виде винта с площадкой. Закручивание винта производит уплотнение сырья.
Плюсы такого механизма:
- простота изготовления своими руками;
- дешевизна материалов.
- большие усилия прессования;
- высокий износ рабочих элементов.

Изготовление брикетов из опилок своими руками
Механизм с гидравлическим домкратом
Изготовить его – процесс невыполнимый, но можно взять готовый автомобильный гидравлический домкрат. Минимальная его грузоподъемность 2 тонны. Усилие домкрата должно быть направлено вниз – к форме с сырьем.
- большое усилие прессования дает возможность получить качественные брикеты;
- можно получить брикеты разной формы.
- громоздкость сооружения;
- при покупке обойдется не дешево.
Шнековый пресс
Шнековый пресс напоминает мясорубку. Сделать его дома очень сложно, проще взять бывший в употреблении. Основная рабочая деталь в прессе – это шнек, он несет основную нагрузку и обеспечивает формирование брикета.
Шнековым прессом создаются брикеты в форме прямоугольника или восьмиугольника, в центре есть отверстие. Плотность таких брикетов очень высокая, они долго и равномерно горят.







покупка обойдется не дешево.
Прессовка топливных чурок в домашних условиях
Экструзия больше востребована в промышленных масштабах. А для домашнего пользования умельцы конструируют другую установку. Использовать самодельный пресс в фабричных масштабах не выйдет. В домашних условиях нерентабельно получать высокое давление, поэтому для уплотнения компонентов дополнительно применяют воду и связующие материалы:
- глину;
- обойный или любой дешевый вид клея;
- бумагу;
- гофрированный картон.
Чтобы сделать брикеты, достаточно иметь пресс самого простого типа. Сушильное оборудование необязательно. Умельцы придумали такой способ:

- Опилки или иное подходящее сырье замачивают в воде.
- Влажную массу смешивают с глиной в соотношении 10:1. Альтернатива — перемешать ее с влажным картоном, бумагой или обойным клеем в той же пропорции.
- Смесь помещают в заранее заготовленную форму нужного размера и сжимают ручным прессом.
- Кирпичик извлекают из формы и оставляют сушиться на улице естественным путем.
Выводы и нужное видео по теме
Создание самодельного рычажного пресса. Изготовление важных деталей и описание рабочего принципа:
Доработка конструкции станка и сам процесс прессования брикетов:
Станок для одновременного получения нескольких брикетов на основе гидравлического домкрата:
Сделать самостоятельно станок для брикетирования опилок нетрудно. На выбор можно применять рычажный, гидравлический или винтовой принцип создания давления. Однако нужно не забывать, что качество изготовленных изделий зависит не только от собранного механизма, но и от подготовки сырья. Правильно поставленный процесс поможет обеспечить собственное хозяйство высококачественным и не дорогим топливом и даже наладить его реализацию.