Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.
Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.
Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно
Важно лишь обратить внимание на следующие аспекты
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.
Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Разновидности электротрубогибов
Механизм работы у электротрубогибов может отличаться. Рассмотрим некоторые разновидности таких изделий.
Наматывающие станки. В данном случае на приборе установлен специальный вал, который прокатывают по закрепленной в станке трубе, создавая тем самым сгиб нужной конфигурации.
Обкатывающие трубогибы. Такие приборы имеют парные валики. Механизм воздействия у такого оборудования называется бездорновым. Особенность таких трубогибов заключается в ограниченном угле изгиба изделий, который совпадает с диаметром зафиксированного вала. Обычно в комплекте с оборудованием данного типа прилагается набор различных валиков, призванных увеличить возможности прибора.
Изделия с вальцовочным механизмом. В подобных трубогибах установлены три ритмично работающих вальца. Оборудование такого типа часто применяют при изготовлении декоративных украшений из профильных труб.
С выдавливающим принципом действия. Это наиболее распространенный тип изделий, по форме напоминающий арбалет. При этом труба фиксируется с двух сторон, а изгиб производится способом выдавливания. Конфигурация сгиба зависит от типа насадки. Однако работа на таком оборудовании занимает достаточно много времени.
Прокатный вариант трубогиба с наличием поворотной платформы
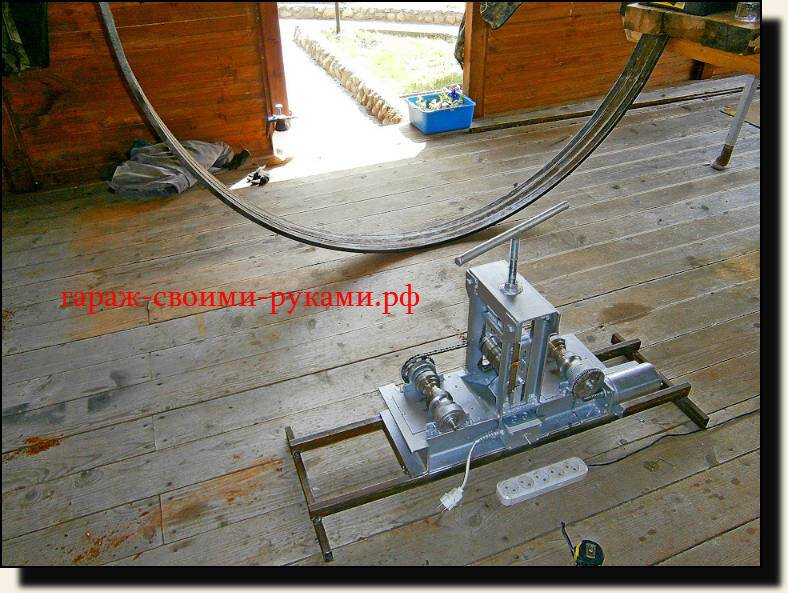
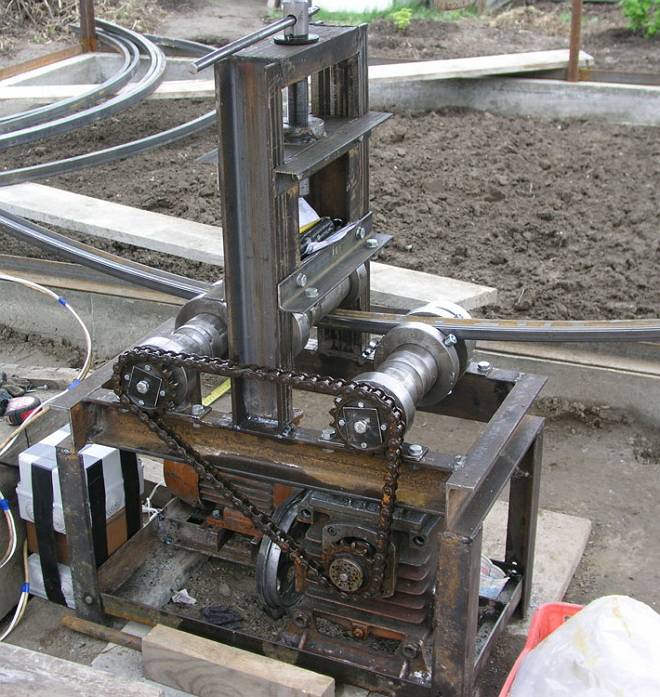
Приспособление используется для профильных труб. Принцип действия такой конструкции состоит в следующем: поворотная платформа, приводящаяся в движение домкратом и через которую задается угол изгиба, с помощью шарнира соединена с основной станиной. Профиль протягивается в результате вращений рукоятки, которая присоединена к промежуточному валу станка для гибки.
Станок для гибки
Основание для ручного трубогиба и стойки изготавливаются из швеллеров с высотой стенок 125-200 мм. Обоймы для подшипников, основу вальцов, можно сделать из стальной трубы, причем, ее диаметр должен совпадать с диаметром подшипников.
Параметры изгиба можно регулировать двумя способами: с помощью поворотной платформы и с использованием вальцов, находящихся на краю.
С этой целью необходимо просверлить опорные пластины и швеллер, что обеспечит подвижность элементов станка для гибки.
Обе платформы такого устройства также изготавливаются из швеллеров. Для поднятия крайней платформы ручного трубогиба применяют обычный автомобильный или тракторный домкрат гидравлического типа.








Для приваривания вертикальной стойки из швеллера необходимо отступить от края одной стороны основания гидравлического трубогиба примерно 45-50 см. Для ее упрочнения желательно спарить два куска.
Используя строительный уровень, необходимо добиться строгой горизонтальности стационарной платформы самодельного станка для гибки, после чего сзади к ней приварить стойку. С помощью кусков профиля осуществить наращивание ограничителей на высоту, хотя бы равной или больше толщины профильных или круглых труб, которые будут поддаваться гибке.
Используя дверные петли, подсоединить основную станину ручного трубогиба с направляющей платформой. Смонтировать подшипники на краях движущейся и стационарной платформ, а также на ограничителях такого устройства, используя для этого сварку.
Для усиления всей конструкции гидравлического трубогиба необходимо воспользоваться уголками, которые приваривают в отдельных местах. На средний вал станка для гибки прикрепить рукоятку, а на крайние – установить подшипники.
Разместить снизу домкрат под направляющей платформой, с помощью болтов надежно закрепить на основании и самодельный трубогиб готов к работе.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
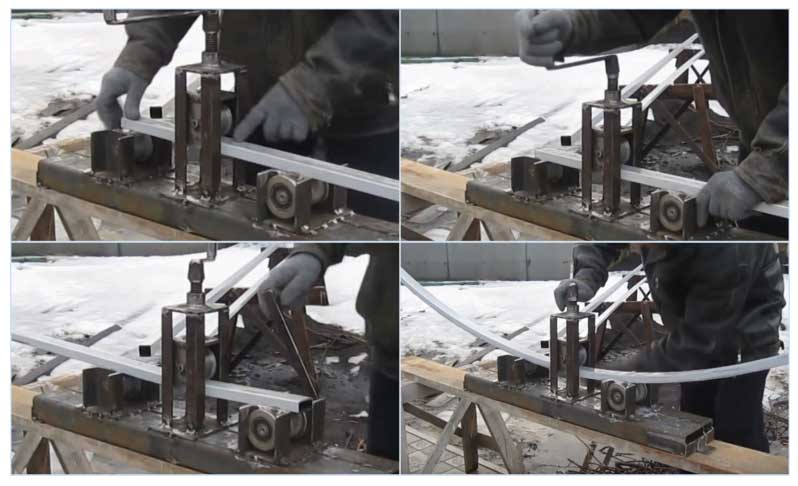
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
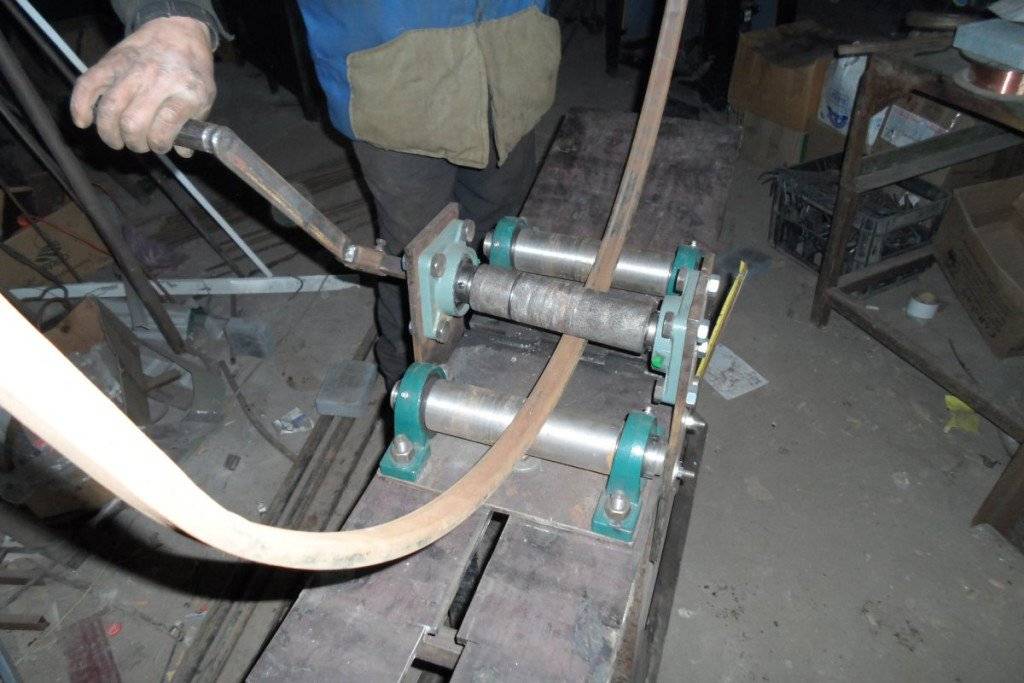
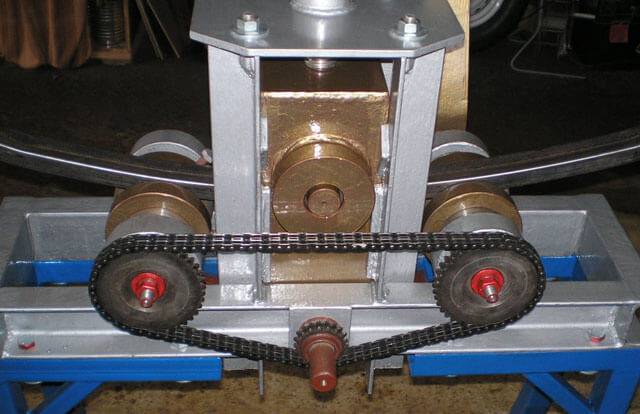
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Способы сгибания труб гидростанком
Прежде, чем согнуть профильную или круглую трубу, желательно прислушаться к советам опытных в этом вопросе людей.
Во-первых, самодельные гидравлические трубогибы достаточно качественно сгибают трубы, произведенные из любых материалов
Очень важно, что с помощью приспособления сгибаются, без всякого рода брака, толстостенные изделия, что не по силе трубогибам других конструкций сделанных самостоятельно в домашних условиях
Во-вторых, процедуру можно проводить горячим и холодным способами, что также делает такие устройства более популярными и востребованными.
Изюминка холодной гибки состоит в том, что стальную или, сделанного из других металлов, трубу перед выполнением операции необходимо чем-то наполнить. Для этого хорошо подходят песок, соль, масло или масляный перераб, вода. Благодаря таким наполнителям, значительно повышается качество изгиба стальных труб или изделий из других металлов, а также исключается появление всякого рода ненужных деформаций.
При горячем методе, нужно предварительно нагреть определенный участок стальной трубы, а дальше сгибать так же, как холодную заготовку, но без наполнителя.
В-третьих, для получения качественного продукта, толстостенные конструкции с помощью самодельного гидравлического трубогиба, сгибают методом горячей гибки.
Как собрать ЭТ самостоятельно
При желании, можно собрать трубогиб с электроприводом своими руками, достаточно лишь выполнить ряд последовательных действий.
На начальном этапе стоит решить, какой будет рама у прибора. Собрать такую конструкцию можно из прямоугольных профильных труб с толщиной стенки в 3 мм.
На конце профиля в 3 см от торца выполните отверстие сечением, равным размерам оси.
Следующий шаг сборки электрического трубогиба своими руками включает несколько действий:
- На каркас монтируют рычаг управления с подвижным колесом, приводящим в движение ремень.
- Устанавливают стационарное колесо.
- Закрепляют падающий вал. В торцевой части вала размещают шкив с ременной передачей от движка.
- На втором торце станины располагают звезду для ведущей передачи.
- Последним прикрепляют второй вал.
Далее можно приступить к обрезке профиля. Степень обрезки этой детали будет зависеть от желаемого угла изгиба с учетом запаса в 5 см. Все лишнее можно будет обрезать ножовкой по металлу.








Ось, на которой будет установлено колесо и рычаг, легко изготовить самостоятельно:
- вам понадобятся две стальных пластины шириной, равной диаметру оси и толщиной в 5 мм;
- сложив вместе стальную трубу и эти две пластины, нужно произвести сварку конструкции.
Теперь можно браться за сборку всего механизма.
Сделать это можно в несколько шагов:
- Готовую раму из профиля нужно надежно зафиксировать в тисках.
- Теперь устанавливаем ось в проделанные заранее отверстия.
- Производим стыковку оси с ручкой и колесом.
- Надежно затягиваем колесо болтом.
- В конце монтируем фиксатор со шпилькой.
Поскольку приведение в действие собираемого собственноручно трубогиба задумывалось посредством подключения к электросети, последнее, что нужно сделать – подсоединить к станку электропривод. Это приспособление будет заставлять вал вращаться.
Таким образом, можно сказать, что трубогибы электрического типа отличаются своей эффективностью и многофункциональностью. Кроме того, способность быстро выполнять работу делает их незаменимыми на промышленных предприятиях и при выполнении работ на профессиональном уровне.
Трубогибы для радиусной гибки с электроприводом
Данный тип трубогибов — это профилегибы, в которых роль оператора крутящего ручку с ведущим роликом выполняет электродвигатель. Оператору остается только нажимать на кнопку вперед/назад и удерживать трубу в нужном положении. Одним из нюансов таких трубогибов — это привод на ведущий ролик. Если это прямой привод (редуктор), то все хорошо, профелегиб прослужит долго, если привод цепной, то при плохом натяжении цепи есть риск ее прокручивания, как следствие медленная работа и большие затраты времени.
Посмотреть варианты моделей электрических профилегибов можно в соответствующем разделе каталога.
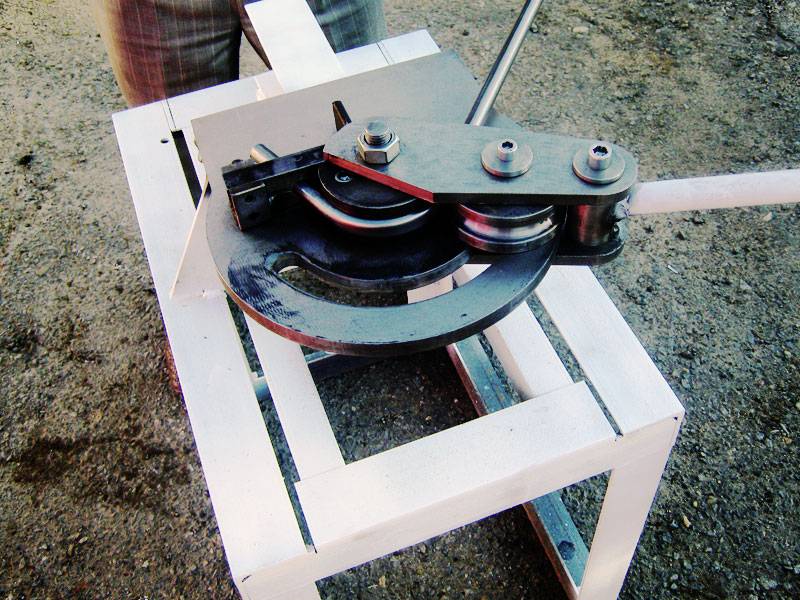
Как сделать ручной профилегиб с обкатным роликом.
Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки.
Гибка профильной трубы методом обкатки.
Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой
металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик
Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение
Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Готовый ролик сделанный из пяти кругов.
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем
этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в
начальном положении снижает деформации стенки трубы с наружной стороны сгиба.
Другими словами, трубу во время гибки меньше будет вытягивать из зажима и
повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами.
Минимальный радиус гибки трубы.
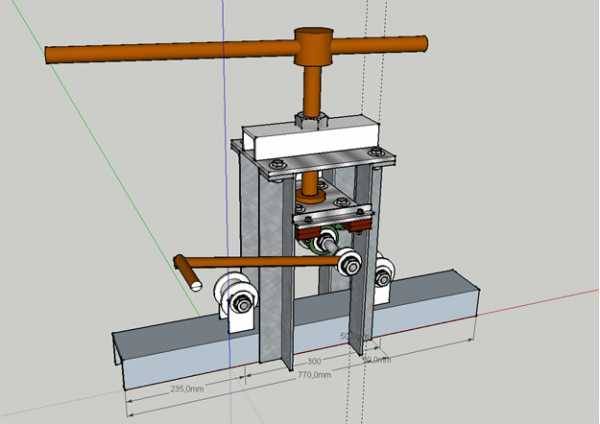
Изготовление улиткового трубогиба
Собирать трубогиб следует четко по схеме. Ознакомьтесь с фото трубогиба, выполненного своими руками, и разными вариантами чертежей. Подберите подходящую схему и при необходимости скорректируйте размеры.
Далее следуйте данной инструкции:
- Сварите станину из швеллеров (можно заменить толстой стальной пластиной или 1 швеллером достаточной ширины).
- Смонтируйте подшипники на валы, которые затем приварите к станине.
- Наденьте звезды на валы и смонтируйте на них цепь.
- Вырежьте направляющие для механизма прижима и приварите на станину.
- Смонтируйте подшипники на вал прижима и соберите пресс-механизм. В качестве боковых ограничителей применяйте швеллеры или толстые стальные полоски.
- Изготовьте основу под втулку и приварите ее к конструкции. Завинтите винт прижима.
- К верхнему концу винта и валу приварите трубчатый вороток.
- Смажьте подшипники и проверьте работу механизма.
После монтажа рекомендуется покрасить механизм, чтобы предотвратить развитие коррозии. Для упрощения работы можно установить пружину, возвращающую пресс в исходное положение.










Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
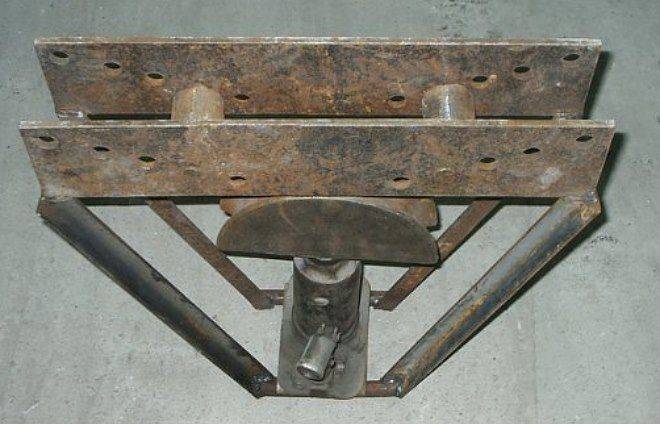
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.
Ручной рычажный трубогиб
Если вам нет надобности в таком сложном устройстве, а требуется только согнуть стальную круглую трубу небольшого размера, то можно сделать простой рычажный механизм. Он предназначен для гибки труб с тонкими стенами.
Смотрите видео инструкцию по изготовлению.
ТРУБОГИБ ДЛЯ КРУГЛОЙ ТРУБЫ
Watch this video on YouTube
Мы тоже решили попробовать собрать этот трубогиб своими руками. Нам потребуется: вал с круглым профилем, прижимной ролик, металлический лист на 8 для станины, шпильки, гайки.
Кто-то может сделать данное устройство на глаз, но лучше подготовить чертёж трубогиба или найти подходящий вариант в интернете. Мы решили работать по чертежу.
Чертёж рычажного трубогибаЧертёж вилки рычага
Приступаем к изготовлению:
- Делаем заготовки для вилки. Размер вилки зависит от расстояния между колёсами, точнее от посадочного места трубы, оно должно равняться её диаметру плюс 1–2 мм. Вырезаем из металлического листа и шлифуем:
- станину и крышку для вала;
- упор для станины и небольшую подставку для крышки;
- две прямоугольных пластины, по краям которых делаем отверстия под шпильки.
Нарезаем заготовки
В крышке и станине проделываем отверстия для крепления вала.
Проделываем отверстияГотовые заготовки
Закрепляем упор в тисках, привариваем к его середине станину, а к верху подставку под крышку, шлифуем швы.
Свариваем детали
Продеваем шпильку в отверстие станицы, одеваем вал и сверху накрываем крышкой из металлического листа. С обеих сторон закручиваем гайки.
Устанавливаем вал
Крышку крепим к подставке болтами.
Крепим крышку
С обеих сторон на гайки прикручиваем две прямоугольные заготовки.
Монтируем прямоугольные заготовки
Сверху, между этими пластинами, размещаем ролик, который закрепляем при помощи шпильки и гаек.
Устанавливаем ролик
Две пластины вилки свариваем, разместив между ними заготовку из швеллера.
Свариваем вилку
Прикручиваем ручку из куска металлического профиля.
Подсоединяем ручку
Ну вот, рычажный трубогиб готов, оказалось, что сделать его самостоятельно под силу практически любому домашнему мастеру.
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.









Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
https://youtube.com/watch?v=8IYuk41JNRY
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
Схема прокатного станка Схема вала Чертёж вилки Опоры для подшипников Чертёж щеки Схема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
Детали для станины
Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.
Вырезаем боковины
Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.
Делаем проточки на стабилизаторе Одеваем подшипник
Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
Привариваем гайку Вставляем винт
На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
Вставляем шпильки-ролики
на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
Устанавливаем профильное основание
прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
Размещаем прижимной вал
прижимной винт прикручиваем к швеллеру вала гайкой;
Прикручиваем прижимной винт
накрываем конструкцию второй боковиной и закручиваем гайки.
Одеваем стенку
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.
Особенности гибки профильного сортамента
Профильная трубная продукция имеет более эстетичный вид, чем ее аналоги с круглым сечением, поэтому она часто встречается в бытовых конструкциях. При гибке на нее изнутри воздействует сила сжатия, а извне — растяжения. Следует тщательно подобрать способ гибки, прежде чем приступить к выполнению этой операции.
К профильному сортаменту относятся трубы с сечением в виде квадрата, овала, прямоугольника.
Существует несколько нюансов и о них не следует забывать, занимаясь гибкой профильных труб в домашних условиях без наличия специального оборудования:
- Оптимальная длина изгибаемого участка для профтруб с тонкими стенками и сечением до 2 см — высота трубы, умноженная на 2,5.
- Для толстостенных труб длину зоны гибки определяют путем умножения сечения на три. В противном случае не избежать растрескивания материала снаружи или его деформации изнутри.
- Минимальное значение радиуса кривизны — сечение изгиба умноженное на 2,5.
Не учитывая эти требования можно даже не надеяться на хороший результат. Способы гибки не отличаются от применяемых при работе с изделиями с круглым сечением. Кроме того, можно использовать способ ручной гибки с выполнением поперечных распилов, которые выполняют на трех сторонах трубы.








Длину резов и их количество определяют путем расчетов. Допустим, есть труба 40 х 90 мм. Нужно выполнить полный разворот, т.е. согнуть по стенке 40 мм под углом 180⁰ радиусом 150 мм. Сначала вычисляют длину полуокружности по наружному радиусу:
L = (2π r : 2 = 2х 3,14 х 190) : 2 = 596,6 мм
Для внутреннего радиуса вычисления такие же:
Lвн. = (2 х3,14 х 150) : 2 = 471 мм.
Сумму длин резов на внутреннем радиусе определяют по формуле: Lвыр = L – Lвн = 596,6 – 471 = 126 мм.
Желающие собственноручно сделать ручной трубогиб или станок для гибки профильной трубы собственными руками в предложенных нами статьях найдут массу полезной информации, схемы и полезные рекомендации.
Если учесть, что болгаркой можно выполнить рез шириной 5 мм, то на плоскости сгиба длиной 126 мм получится 25 прорезей, после выполнения которых трубу сгибают до тех пор, пока кромки вырезов не соприкоснутся. Прорези заваривают, а швы зачищают.
Для гибки профильных труб обычные трубогибы не подходят. Для этой цели существуют специальные трубогибочные станки, но, даже имея такое оборудование, прямой угол получить практически невозможно. Проще применить сварной способ или использовать фитинги
Есть еще один способ, которым сгибают профильные и круглые трубы, но применить его можно только в зимний период. Для этого в торцы тубы, вставляют пробки, заливают внутрь воду и ждут, пока она застынет. Трубу сгибают, контролируя процесс шаблоном, затем вынимают пробки и удаляют жидкость.