Электроды для водопровода
Для сварки водопровода рекомендуем следующие марки: МН-5, МНЖ5 (для медных труб), НЖ-13 (для труб из нержавеющей стали) и МНЧ-2 (для сварки чугунных труб). Если предстоит домашняя сварка инвертором, а трубы изготовлены из черного металла, то можно использовать марку МР-3с. Они могут качественно сварить на низком токе даже трубу с диаметром 32 на 2.8 мм.
Если нужно сделать вертикальный шов, то используйте электроды МНЧ-2. Для сварки холодным и горячим способом подойдут ЦЧ-4, но учтите, что его можно использовать только в нижнем положении
Кстати, при выборе электродов обращайте внимание на наличие покрытия. Обязательно покупайте стержни с обмазкой, поскольку она защитит сварочную зону от негативного влияния кислорода
Мы рекомендуем электроды для сварки трубопроводов с толстым покрытием.

Если вам предстоит какой-то определенный вид работ, то проконсультируйтесь с продавцом в магазине. Внимательно прочтите информацию на упаковках. Для большинства работ подойдут трубные электроды таких производителей, как УОНИ, ОЗС, АНО, KOBELKO, ESAB. Среди отечественных производителей также рекомендуем электроды Уральского и Каменского завода.
Сварка трубопровода
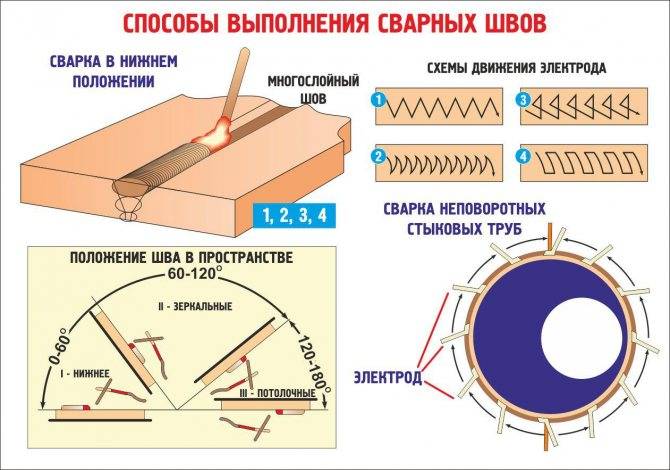
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
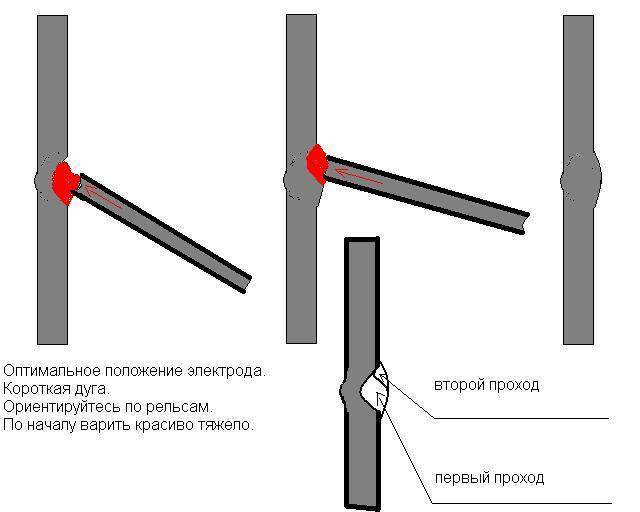
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Особенности газосварочной технологии
Скрепление труб отопления газосваркой выполняется по следующему принципу: торцевые части двух элементов совмещаются, а затем постепенно разогреваются в племени газокислородной смеси до высоких температур.
Для особой прочности шва используется присадочный материал в виде проволоки или прутка. Когда раскаленный металл остывает, образуется монолитное соединение.







Преимущества и недостатки соединения труб сваркой
Одна из основных причин популярности газосварочного метода – специфика работы наших отопительных систем. При циркуляции теплоносителя все элементы конструкции постоянно находятся под давлением, деформирующим места соединения.
Поэтому прочный сварочный шов надежно защищает от прорывов и помогает предотвратить аварию во время коротких скачков давления и даже гидроударов, которыми нередко сопровождается запуск и отключение централизованного отопления.
Плюсы газосварочного метода:
- Долговечность и надежность соединения (считается, что прочность швов после газосварки даже превышает прочность самих радиаторов!).
- Возможность применения деталей любой формы и размеров. Единственное требование – чтобы элементы были из металла толщиной не больше 3,5 мм (в случае превышения экономичней использовать электродуговую сварку).
- Эстетический момент – трубы и батареи, приваренные газосваркой, становятся цельным монолитом, который легко перекрасить в подходящий к интерьеру цвет.
- Можно проводить работы и без подключения к электросети (особенно актуально для новостроя).
- Многие металлы, из которых изготавливают трубы, например, медь, чугун, латунь и свинец, образуют самое крепкое соединение именно при помощи газосварки.
К главному же недостатку этого способа монтажа можно отнести большую площадь нагрева. В результате легко повредить мебель и легковоспламеняющиеся материалы отделки, например, паркет, обои, стеновые панели из пластика, ЛДСП или МДФ.
Чтобы избежать разрушений, термически неустойчивые элементы рекомендуется вынести из рабочей зоны, а немобильные – закрыть асбестовым полотном или другим защитным материалом.
Кроме того, при газовой сварке в воздух поступают вещества, которые вредны для здоровья – работать без средств спецзащиты категорически запрещается. Именно поэтому все, кто желает освоить газосварочный аппарат на практике, должны изучить правила техники безопасности и получить допуск на работу.
Ограничения по работе с газосварочным аппаратом
Монтаж отопительной системы с помощью газосварки разрешено проводить только профессиональным сварщикам, которые помимо специального образования имеют допуск на проведение работ от пожарной службы.
Учтите, что документ выдается только на определенный период, поэтому при найме мастера стоит не просто глянуть на «корочку», а и изучить срок ее действия.
Из других обязательных требований, предъявляемых к сварщикам: исправность газового аппарата и обязательная защитная экипировка – очки, рабочие перчатки, щиток.
Желательно, чтобы мастер использовал присадочную проволоку для швов и современное оборудование, работающее на смеси кислорода с ацетиленом. Другие горючие газы, например, метан или пропан, допустимы при условии, если температура их горения будет в два раза превышать температуру плавления присадочного прутка.
Если вы не профессиональный газосварщик, для проведения работ можно обратиться в местные теплосети или управляющую домом организацию. Для этого собственник квартиры составляет заявление о необходимости замены батарей и согласовывает дату для перекрытия движения теплоносителя в общедомовой магистрали.
После сварки и монтажа радиаторов приглашенный мастер должен произвести испытание опрессовкой и удостовериться в исправности системы. Самостоятельно прекращать и запускать отопление в многоквартирных домах категорически запрещено.
Как выполнить правильный шов
Чтобы сделать качественный шов, необходима правильная подготовка трубы к сварке. Качество кромки труб является определяющим для прочного и герметичного шва.
Например, для сварки встык срез трубы должен быть строго под прямым углом. Перед началом работы его тщательно зачищают наждачной бумагой на 1 см от края трубы, затем удаляют масла, краски, металлической пыли и обезжиривают.
Техника сварки зависит от формы сечения, толщины и диаметра соединяемых труб. Простые круглые трубы для систем отопления свариваются простым непрерывным швом, двигая электрод вдоль поверхности трубы до тех пор, пока два фрагмента не будут полностью сварены.
Для относительно тонкого трубопроката (до 6 мм) подойдет двухслойный шов, при толщине от 6 до 12 мм применяется трехслойная сварка. Массивные и толстые фрагменты трубопровода соединяются четырьмя и более швами.
Швы выполняются поочередно, один за другим. Следующий шов можно начинать только после остывания предыдущего. Чтобы добиться качественного и красивого шва, нужно периодически снимать образующийся в месте сварки шлак, слегка постукивая по трубе молоточком.










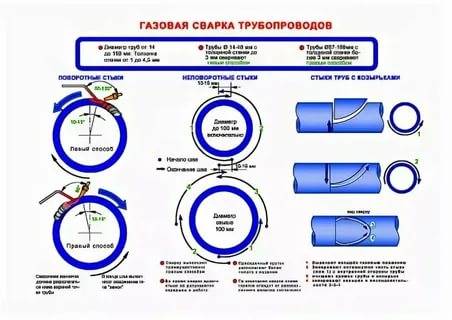
Особенности сварки поворотных и неповоротных стыков
Для выполнения качественного поворотного стыка (там, где две трубы соединяются под определенным углом) можно использовать специальный вращатель, который фиксирует и обеспечивает максимально удобный доступ сварщику.
Рекомендуем ознакомиться: Соединение пластиковых труб для водопровода своими руками
При отсутствии аппарата придется поворачивать трубу вручную, обрабатывая электродом участок сечения трубы 60-110 градусов.
При ручном выполнении поворотного стыка диаметр труб сначала проваривается на 2/4 с внешней стороны в два слоя, затем разворачивают и доваривают стык, используя все три-четыре слоя.
Неповоротный стык делать намного легче: совместить два фрагмента трубы и сделать несколько точек сварки (например, в виде воображаемого креста, или только с двух противоположных сторон). Варить трубу, начиная с нижней точки, двигая электрод к верхнему участку.
Как проверить надежность соединения
Герметичность сварки можно проверить только одним способом – пропустить через трубу воду или газ под давлением и проверить визуально на наличие протечек рабочей среды. Например, если выполняется сварка труб системы отопления, можно присоединить участок трубы к системе и наполнить ее водой. Если на участке сварного шва не покажутся капли воды, сварка выполнена качественно.
Как выполнить правильный шов
Чтобы сделать качественный шов, необходима правильная подготовка трубы к сварке. Качество кромки труб является определяющим для прочного и герметичного шва.
Например, для сварки встык срез трубы должен быть строго под прямым углом. Перед началом работы его тщательно зачищают наждачной бумагой на 1 см от края трубы, затем удаляют масла, краски, металлической пыли и обезжиривают.
Техника сварки зависит от формы сечения, толщины и диаметра соединяемых труб. Простые круглые трубы для систем отопления свариваются простым непрерывным швом, двигая электрод вдоль поверхности трубы до тех пор, пока два фрагмента не будут полностью сварены.

Для относительно тонкого трубопроката (до 6 мм) подойдет двухслойный шов, при толщине от 6 до 12 мм применяется трехслойная сварка. Массивные и толстые фрагменты трубопровода соединяются четырьмя и более швами.
Швы выполняются поочередно, один за другим. Следующий шов можно начинать только после остывания предыдущего. Чтобы добиться качественного и красивого шва, нужно периодически снимать образующийся в месте сварки шлак, слегка постукивая по трубе молоточком.
Особенности сварки поворотных и неповоротных стыков
Для выполнения качественного поворотного стыка (там, где две трубы соединяются под определенным углом) можно использовать специальный вращатель, который фиксирует и обеспечивает максимально удобный доступ сварщику.
При отсутствии аппарата придется поворачивать трубу вручную, обрабатывая электродом участок сечения трубы 60-110 градусов.
При ручном выполнении поворотного стыка диаметр труб сначала проваривается на 2/4 с внешней стороны в два слоя, затем разворачивают и доваривают стык, используя все три-четыре слоя.
Неповоротный стык делать намного легче: совместить два фрагмента трубы и сделать несколько точек сварки (например, в виде воображаемого креста, или только с двух противоположных сторон). Варить трубу, начиная с нижней точки, двигая электрод к верхнему участку.






Как проверить надежность соединения
Герметичность сварки можно проверить только одним способом – пропустить через трубу воду или газ под давлением и проверить визуально на наличие протечек рабочей среды. Например, если выполняется сварка труб системы отопления, можно присоединить участок трубы к системе и наполнить ее водой. Если на участке сварного шва не покажутся капли воды, сварка выполнена качественно.
Подготовка к практическим занятиям ↑
Навыками сварщика овладевают в основном на практике. Потому необходимо знать, чем нужно запастись начинающему сварщику, получившему теоретические сведения и желающему применить знания.
Внимание. Сварка сопряжена с опасностью получения ожогов от брызг расплавленных металлов, с отравлением токсичными выделениями, с вероятностью поражений электротоком
Излучение может вызвать ожог роговицы глаз
Тщательно подготовьтесь без экономии на экипировке и оборудовании
Излучение может вызвать ожог роговицы глаз. Тщательно подготовьтесь без экономии на экипировке и оборудовании.
Работа сварщика сопряжена с угрозой травмирования, отравления газом, получением ожогов
Для практических занятий можно сделать сварочный агрегат собственноручно. Но если и в этом деле нет практики, желательно взять в аренду или купить сварочное оборудование с устройством плавной регулировки показателей силы тока, максимальные значения которого около 160 А. Научиться мастерству сварщика помогут:
- Сварочный трансформатор, осуществляющий преобразование переменного тока, поставляемого сетью, в переменный ток сварочного процесса. У простого в обслуживании, производительного, дешевого агрегата есть недостатки: он не обеспечивает высокую стабильность дуги, «просаживает» напряжение, отличается излишней тяжестью.
- Сварочный выпрямитель, действие которого основано на получение постоянного тока сварки за счет преобразования переменного тока сети. В отношении набора недостатков и достоинств агрегат аналогичен предыдущему варианту, но лучше поддерживает стабильность дуги, благодаря чему у сварочных швов повышается качество.
- Сварочный инвертор, поставляющий для сварки постоянный ток и напряжение, полученное в результате преобразования переменного тока. Это легкий компактный аппарат с плавной регулировкой параметров тока, быстродействующее и производительное оборудование с легким зажиганием.
Выбор сварочного оборудования должен производится исходя из нужд
Бывалые сварщики советуют купить инвертор. Он и места много не займет и в обучении лучше поможет. Посмотрите ролик о том, как подобрать аппарат, как подготовиться и как научиться варить электросваркой – видео поможет наглядно представить начало практического курса.
Дуговая сварка выполняется с использованием плавящихся электродов. Их функция заключается в подведении тока ко шву. Основным компонентом автоматической или полуавтоматической сварки может служить порошковая проволока, механизированным способом поставляемая в зону плавления по мере использования. Однако большинство обучающих курсов рекомендуют начать с электродов, выпускаемых в виде твердых стержней со специальным плавящимся покрытием. С ними можно быстрее «набить» руку и получить навыки в формировании четких ровных наплавленных линий.
Сварочные электроды в виде металлических стержней — оптимальный выбор для начинающих
Оптимальными для начинающих признают электроды-стержни с диаметром 3 мм. Для работы с более «толстыми» электродами потребуется мощное оборудование. Стержни с сечением 2 мм используют для сварки деталей из тонколистового металла. Не стоит использовать старые, завалявшиеся у кого-то компоненты дуговой сварки, а если они к тому же отсырели, вообще толку не будет.
Будущему сварщику обязательно нужен защитный щиток или маска сварщика. Они оберегут глаза от ожогов, получаемых из-за воздействия яркого излучения, и кожу лица от раскаленных металлических брызг.
Для практических занятий потребуется защитный щиток или маска сварщика
Кожу рук тоже нужно защитить от попадания обжигающих брызг расплавленного металла. Нужны рабочие брезентовые рукавицы или замшевые перчатки (трикотажные и х/б не подойдут).










Костюм или халат со штанами должны быть из плотного материала, лучше всего из толстого брезента высокой плотности.
Для практических занятий предпочтительно, но необязательно расположиться на улице. Все возгораемые предметы в районе работ и вероятной досягаемости искры нужно убрать.
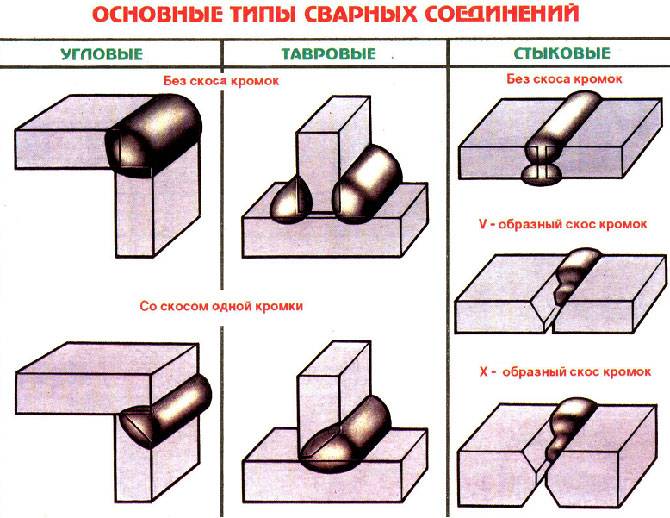
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.
Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
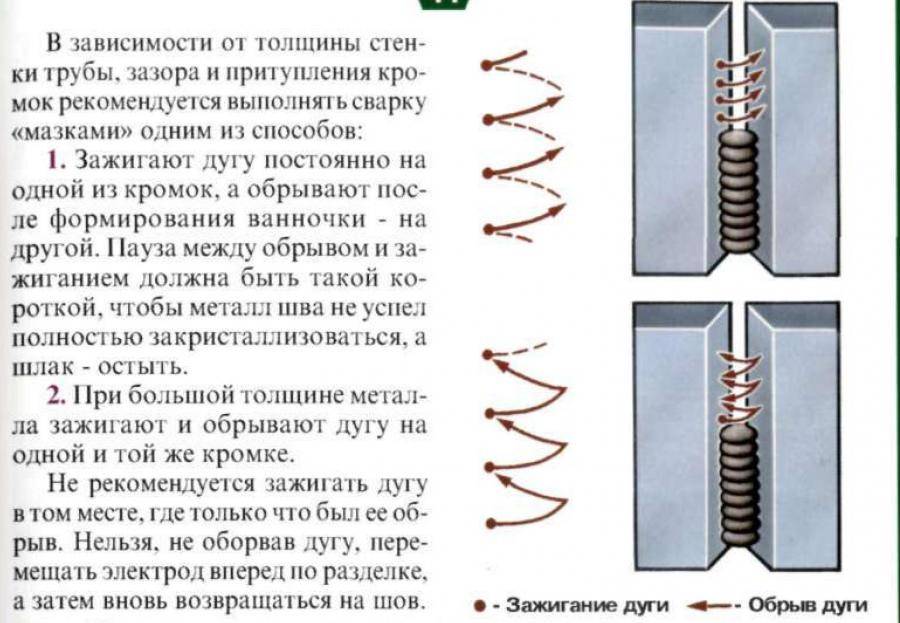
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
| Толщина металла | Количество проходов | Обработка кромок |
| До 4 мм | 1, с одной стороны | Не требуется |
| От 4 до 8 мм | 2, двусторонний | Не требуется |
| От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
| От 12 мм | 2, двусторонний | Два скоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства
Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовки расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взял неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу.
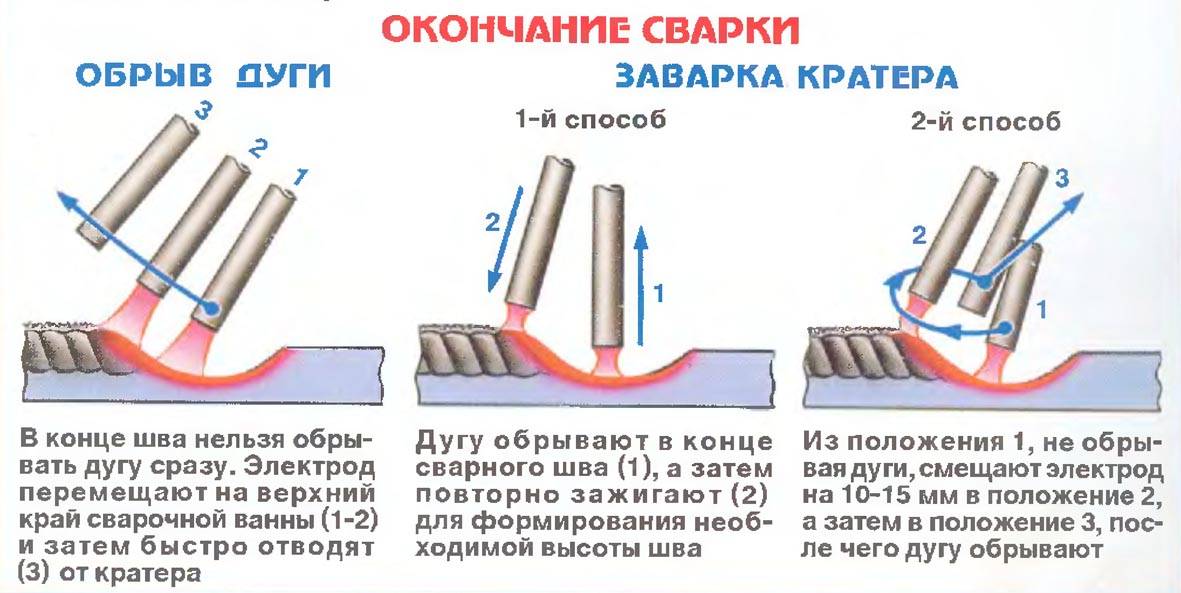
Избежать этого просто. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник следует постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу. Техника отлично изображена на рисунке:
Разновидности сварных швов и соединений
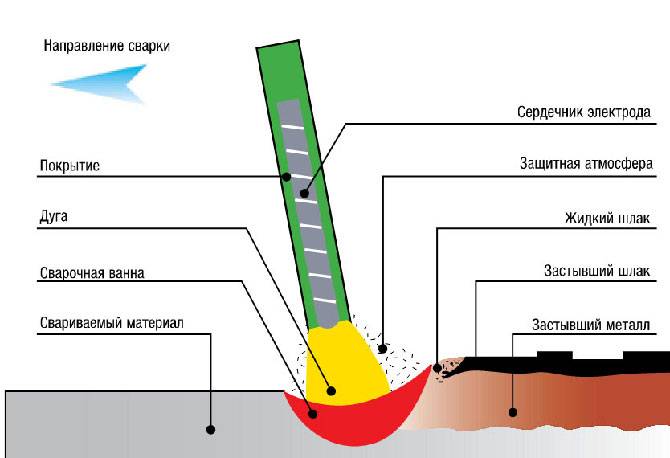
Электросварка – способ соединения металлических фрагментов (профилей, труб) методом локального расплавления металла. Он нагревается до нужной температуры с помощью электрической дуги с помощью сварочного аппарата, преобразующего переменный ток в постоянный.
Электрическая дуга образуется на электроде – металлическом стержне. В области действия дуги создается особая среда, которая одновременно плавит металл, но не дает ему контактировать с воздухом и окисляться.
С помощью сварки можно создать герметичное соединение двух труб, при котором вероятность протечки, как при фланцевых или муфтовых стыках
Для этого важно выполнить качественный сварной шов путем сплавления металла на кромках обоих отрезков труб. Сварщики используют несколько основных типов швов, в зависимости от типа металла, толщины свариваемых элементов и их взаимного расположения:
- встык – наиболее распространенный способ сварки труб, при котором они располагаются друг напротив друга, соединяясь сечениями;
- в тавр – два фрагмента трубы располагаются перпендикулярно в форме буквы Т;
- угловое — детали располагаются относительно друг друга под углом 45 или 90 градусов;
- внахлест – один отрезок трубы развальцовывается и надевается поверх другого, затем сваривается.
Важно! Стальные трубы для системы отопления и водоснабжения свариваются встык или угловым соединением. Это дает наиболее надежный и прочный шов
Кроме способа соединения, различают еще и несколько видов сварного шва, которые используются в тех или иных случаях:
- горизонтальный шов – выполняется при взаимном вертикальном расположении труб (чаще всего используется в установке систем водоснабжения и отопления);
- вертикальный – соединение выполняется при взаимном горизонтальном расположении труб, при котором мастер делает вертикальные движения электродом (снизу вверх, сверху вниз и т.д.);
- потолочный – во время сварки электрод находится под свариваемой деталью, сварщику приходится держать руку над головой;
- нижний – в противоположность потолочному, электрод находится сверху соединяемых деталей.
Самый удобный способ сварки – с помощью нижнего шва, при котором специалист хорошо видит рабочее поле и может поворачивать фрагменты труб для более быстрой и продуктивной работы.

Потолочный шов обычно не используется при обустройстве инженерной системы с нуля, т.к. этот способ достаточно неудобен (сварщик быстро устает, плохо видит рабочее поле, на него могут попадать капли расплавленного металла). Потолочный шов обычно используется для ремонта, когда изношенный или деформированный фрагмент трубы вырезается, а взамен ему приваривается новый.










Сварка трубопровода в рабочем состоянии
Что соединить трубы под давлением, приходится столкнуться с вопросом, как варить отопление электросваркой в труднодоступных местах. Это объясняется частым расположением трубопровода в узких нишах или вплотную к стенам.

Чтобы реализовать сварочные работы, вырезают отверстие для сварки внутри трубы. После этого провариваются остальная часть. Начинать работу лучше всего от центральной части нижней поверхности трубы. для получения качественного шва электрод позиционируют под углом 90 градусов. Вертикальные швы накладывают в другом положении электрода (под углом вверх): для этих целей нередко используется точечная сварка.