Технология заливки ППУ
Есть два подхода для теплоизоляции пустотных стен методом заливки ППУ. Если здание на этапе строительства, материал заливают сверху между внешней и внутренней стеной. Для этого выбирают пенополиуретан с высоким временем старта — 30–45 секунд. Например, «Химтраст СКЗ-30 (замедленная)». Вещество успевает опуститься вниз, а затем начинает расширяться, заполняя все пустоты и трещины.
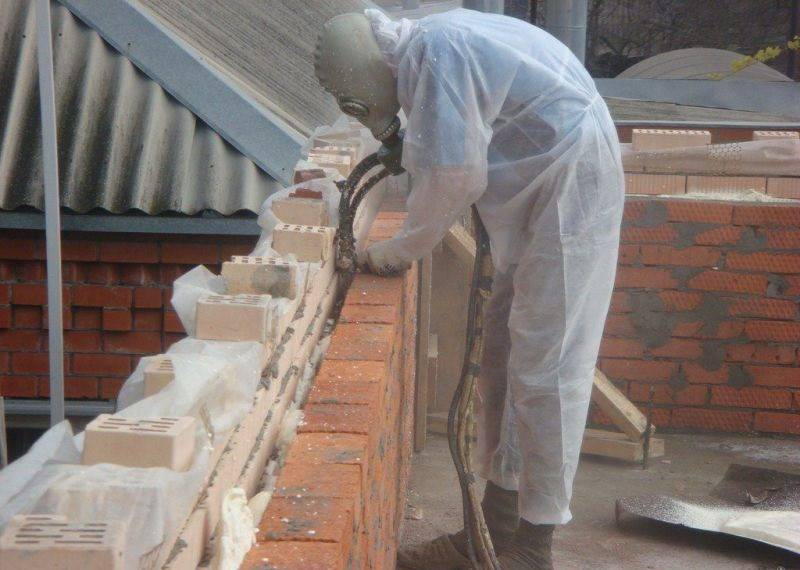
Как залить ППУ, если здание уже в эксплуатации? Для утепления построенного дома заливку ППУ между стеной и облицовкой проводят снаружи. Обычно используют материал с низким временем старта — 10–20 секунд. Например, «Химтраст СКЗ-20». Во внешней стене дома просверливают отверстия диаметром 12–14 миллиметров на глубине кирпичной кладки. Расстояние между отверстиями — 50–100 сантиметров. Их размещают в шахматном порядке. Заполнять отверстия ППУ нужно снизу вверх. Это позволит распределить материал равномерно, без пустот внутри. После заливки отверстия нужно закрыть деревянными дюбелями, чтобы материал не вытек. Пенополиуретан застывает через 1–2 минуты, образует плотный влагонепроницаемый слой между внутренней стеной и облицовкой здания.
Производство форм из полиуретана своими руками
Чтобы знать, как сделать форму из полиуретана своими руками, необходимо:
Прочистить и просушить изделие. Когда оно имеет пористое строение, закрываются поры при помощи тонкого слоя воска либо герметика. Укладывается изделие на подставку и закрывается шов. Покрывается изделие и подставка антиадгезивом. Закрепляется возле изделия рама-каркас (обозначаются очертания изготавливаемого изделия из пенополиуретана). Компаунд из полиуретана для форм должен иметь комнатные температурные показатели. В сухие ведра отвешивается точное число преполимера и затвердителя. Затем переливаются в третье ведро составляющие и как следует перемешиваются до однородного состояния. Особый акцент делается на стенках ведра и днище. Кисточкой наносится небольшой слой массы на оригинал. Подобное снижает число пузырей на покрытии формы. Заливается жидкий пенополиуретан внутрь опалубки. Начинают с угла для равномерного поднятия раствора снизу
Угол заливки опалубки оптимально поднять. Необходимо выждать период полимеризации – примерно 1 день, затем вынимается форма
Разбирается опалубка, осторожно поднимается угол и удаляется изделие. Аккуратность необходима, поскольку полимеризация длится около 3 суток либо больше
 Производство полиуретана дома
Производство полиуретана дома
Преимущества форм из полиуретана
К основным преимуществам полиуретановых моделей относятся:
- хорошая пластичность и точность;
- повышенная стойкость к стиранию;
- максимально приближенный вид соответствующих поверхностей;
- использование материалов передающих рельеф натуральной поверхности;
- внутренняя поверхность формы дает возможность получить разнообразную цветовую палитру продукта, а также создавать эффекты распыления и наложения цветов;
- благодаря четко определенной геометрии и небольшому весу, полученный декоративный камень обеспечивает точную реализацию дизайна помещения и безпроблемную установку;
- законченные элементы не нуждаются в каком-либо дополнительном декоре.
Благодаря таким каркасам, возможно создание камней из практически любого строительного материала.
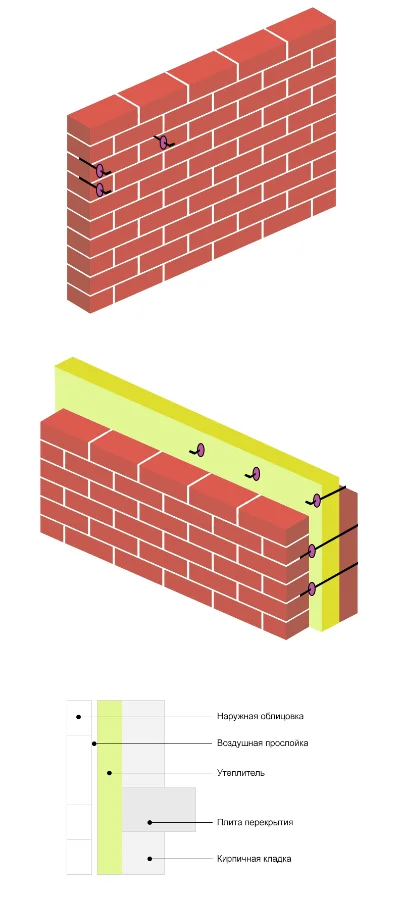
Утепление стен заливкой ППУ
Заливка пенополиуретана в межстеновые пустоты используется для утепления и укрепления стен строящегося дома или уже эксплуатируемого строения. При строительстве домов используют кирпичную кладку в 1,5 или 2 кирпича. Согласно СНиП II-3-79, чтобы обеспечить должную защиту от холода, толщина стены должны быть не менее 1,2 метра.
Такое количество кирпичей использовать нецелесообразно из-за нагрузки на фундамент и сложности монтажа, поэтому стены делают двухслойными. Возводят внутреннюю и внешнюю, оставляя между ними пространство в 50 сантиметров для свободной циркуляции воздуха. Это помогает удерживать тепло и исключить образование конденсата. Но для полноценного утепления этого недостаточно. Теплоизолировать межстеновое пространство рулонными или мягкими материалами сложно. Метод заливки пустот ППУ позволяет равномерно заполнить все зазоры внутри стен и между ними.
Технология производства вспененного полиуретана
Производство пенополиуретана это не что иное, как смешивание жидкого изоционата и полиола. При этом необходимо соблюдать пропорцию. Результатом смешивания получается пенистая, воздушная смесь, которая при застывании образовывает пенополиуретан. Для производства изделий из ППУ необходимы:
- Оборудование.
- Сырье.
- Распылительный пистолет.
- Смазка.
При производстве ППУ необходимо помнить, что соблюдение всех технологических норм дает качественный продукт, а их нарушение приводит к браку. В технологические нормы входят:
- Температура воздуха в помещении.
- Температура сырья.
- Соблюдение нормативного соотношения компонентов сырья.
- Качественное смешивание компонентов между собой.
Температурный режим при этом играет одну из ключевых ролей, ведь при низких температурных показателях увеличивается расход сырья и само качество в пенополиуретане. Также это по-разному может отразится на готовых изделиях. Готовой смесью (пеной) заполняют формы. Заполняют их методом заливки. Используя метод заливки можно изготовить теплоизоляционные плиты, скорлупу для изоляции труб. Также методом заливки пенополиуретана в формы можно производить различные элементы декора. Так как жидкий пенополиуретан довольно «липкий», для этого форму необходимо смазать специальными масляными или силиконовыми смазками.
Изоцианаты
Изоцианаты производят путем реакции между анилином и формальдегидом с добавлением кислотных катализаторов. Это, который вступая в реакцию с полиолами формирует пористую структуру материала: смесь вспенивается и затвердевает. Для производства ППУ чаще применяются 2,4-ТДИ и 2,6-ТДИ, в виде смеси соотношением компонентов 80:20 либо 65:35. В чистом виде вещества используются для изготовления эластомеров и как лабораторные реактивы.
Основные характеристики изоцианатов:
высокая вязкость вплоть до твердого состояния;
нерастворимость в воде;
достаточно высокая токсичность;
слабо основная реакция;
способность вызывать коррозию алюминия, меди, их сплавов;
горючесть.
Процесс получения полиуретана отчасти базируется на взаимодействии изоцианатов с водой, что вступает в реакцию с определенным количеством изоцианатных групп. Это приводит к образованию полимера и выделению углекислого газа, который обеспечивает вспенивание состава. Кроме производства ППУ, изоцианаты применяются для получения герметиков и клеев, различных адгезионных строительных материалов. Они добавляются при изготовлении пестицидов, заливке бетонных и других напольных покрытий, лаков, красок.









Что нужно для изготовления формы
Чтобы форма из полиуретана получилась качественной нужно сделать хорошую матрицу. Как собрать матрицу можно почитать тут. Также вам понадобится сам полиуретан для заливки форм, ведерко, палочка для замешивания (или шуруповерт с миксером), пластиковый шпатель (я его сделал из крышки пластикового ведерка), весы и смазка. В качестве смазки я использую восковую разделительную смазку ВС-М. Можно также взять мыльный раствор, растрясти его, чтобы получилась пенка и ею обработать матрицу, но лично мне, ВС-М мне нравится больше.
Ну и конечно же нужно помещение с пониженной влажностью и комнатной температурой. Хотя, честно признаюсь, я формы заливал всего при +5 градусов. Полиуретан не такой текучий при такой температуре, но других условий у меня не было.
Как использовать?
Полиуретановый эластомер принадлежит к той категории материалов, которые без особых усилий поддаются обработке. Полиуретаны не имеют одних и тех же качеств, и это интенсивно практикуется во многих сферах народного хозяйства. Так, одни материи могут быть эластичные, вторые – жёсткие и полужёсткие. Обработка полиуретанов производится посредством таких методов.
- Экструзия – метод производства полимерных изделий, в котором получивший нужную подготовку растопленный материал продавливается через специализированное приспособление – экструдер.
- Литьё – здесь растопленную массу посредством давления впрыскивают в литейную матрицу и охлаждают. Таким образом изготавливают полиуретановые молдинги.
- Прессование – технология производства изделий из реактопластов. При этом твёрдые материалы переводят в жидкое вязкое состояние. Затем массу заливают в прессформу и посредством давления делают её более плотной. Данное изделие, остывая, понемногу обретает характеристики высокопрочного твёрдого тела, к примеру, полиуретановая балка.
- Заливочный метод на стандартном оборудовании.
Также полиуретановые заготовки подвергаются мехобработке на токарном оборудовании. Деталь создаётся при воздействии на крутящуюся заготовку различными резцами.
Посредством подобных решений можно изготовить армированные листы, заламинированную, пористую продукцию. А это разнообразные блоки, строительные профили, полиэтиленовая плёнка, плиты, волокно и так далее. ПУ может являться основой как для покрашенных изделий, так и для прозрачных.
Создание матриц из полиуретана своими силами
Крепкий и эластичный ПУ – популярный в среде народных умельцев материал, из которого создают матрицы для литья самых разных изделий: декоративного камня, плитки для тротуаров, брусчатки, статуэток из гипса и иных изделий. ПУ для литья форм является основным материалом в силу своих уникальных особенностей и доступности.
Специфика материала
Создание матриц из полиуретана в домашних условиях предполагает использование жидких 2-компонентных составов разных видов, а какой ПУ применять – зависит от назначения литья:
- для создания матриц под нетяжёлые изделия (к примеру, игрушек);
- для создания отделочного камня, плитки;
- для форм под тяжеловесные крупные объекты.
Подготовка
Перед началом работ нужно приобрести полиуретан для заливки матриц. Двухкомпонентные составы реализуются в 2-х ведёрках и при вскрытии обязаны быть текучими и жидкими.
Ещё надо купить:
- оригиналы изделий, с которых выйдет слепок;
- обрезки МДФ либо ЛДСП и самонарезающие шурупы для опалубки;
- специализированные смазочные антиадгезионные смеси;
- чистую ёмкость для перемешивания ингредиентов;
- устройство для компаундирования (насадка на электродрель, миксер);
- герметик на силиконовой основе.
Затем собирается опалубка – короб в форме прямоугольника с размером, достаточным для расположения нужного числа моделей.
Изготовление форм
Первичные модели укладывают на низ опалубки на дистанции не меньше 1 см между собой
Чтобы образцы не скользили, осторожно фиксируют их посредством герметика. Прямо перед литьём остов выставляют по строительному уровню. Внутри опалубку и модели покрывают антиадгезионной смесью, и пока она впитывается, делают рабочий состав
Составляющие выливают в чистую ёмкость в требуемом соотношении (исходя из предпочтённого материала) и основательно перемешивают до создания гомогенной массы
Внутри опалубку и модели покрывают антиадгезионной смесью, и пока она впитывается, делают рабочий состав. Составляющие выливают в чистую ёмкость в требуемом соотношении (исходя из предпочтённого материала) и основательно перемешивают до создания гомогенной массы.
Полиуретан для создания форм льют осторожно, в одно место, позволяя материалу самому выгонять избытки воздуха. Модели необходимо покрыть полимеризационной массой на 2-2,5 сантиметра. О том, что можно сделать из жидкого полиуретана, вы можете узнать из видео ниже
О том, что можно сделать из жидкого полиуретана, вы можете узнать из видео ниже.
Условия хранения пенополиуретан компонентов
Емкости с пенополиуретан компонентами должны храниться в складских помещениях должным образом. Пенополиуретан компоненты хранят в защищенном от попадания солнечных лучей сухом месте. А при температуре не более + 26 градусов и В не более +66 градусов. При длительном хранении пенополиуретан компонентов при отрицательной температуре необходимо их прогреть при отсутствии открытого огня. Равномерный прогрев восстановит технологические свойства . Не рекомендуется оставлять изоцианатный открытым при непосредственном контакте с воздухом. В в данном случае реагирует с водой содержащейся в воздухе и кристаллизуется, образуя на поверхности пленку.









Часть четвертая, технология.
В общем случае полиуретаны – реактопласты, то есть для получения конечного вещества необходимо провести химическую реакцию нескольких компонентов. Благодаря неимоверному разнообразию эти компоненты могут быть разными, их может как будто не быть (монтажная пена полимеризуется с влагой воздуха, которая активирует второй компонент, пока влаги нет реакция не идет, хотя оба компонента смешаны), реакцию можно провести в несколько этапов, из которых часть провести на заводе.
В некоторых случаях полиуретаны перерабатываются вручную и практически не имеют требований на точность технологии, например модельный полиуретан поставляется в банках, которые смешиваются в пропорции 1:1 по объему “на глазок”, при нормальных условиях сливаются и “тщательно перемешиваются”. Полученный результат несомненно является полиуретаном, и его прочность, твердость, устойчивость и прочие физмех параметры удовлетворяют многим применениям, например, производству форм для статуэток.
Но к сожалению, с автозапчастями (а тем более промышленной продукцией) такой номер не проходит: необходимая точность дозировки (стехиометрия) составляет десятые процента, при смещении пропорции смеси на десятую процента отклонения в физикомеханических показателях может доходить до десятков процентов. На небольших количествах компонентов роль играют сотые грамма, которые вроде бы и можно поймать на аптечных весах, но невозможно перелить из стакана в стакан, а тем более перемешать на все 100%.
Подготовка материалов для автозапчастей – отдельная песня, некоторые компоненты требуют разогрева (но не перегрева), перемешивания, фильтрования и так далее. Смешение компонентов – тоже только аппаратное и только в струе, ручное перемешивание возможно, но это довольно сложный многостадийный процесс, лишь отдаленно напоминающий ютюбовское перемешивание в стакане палочкой. Зато результат разительно отличается от гаражного – получившиеся детали прочней, долговечней и стабильней.
Технология изготовления пенополиуретанов (как мягких, так и твердых) также отличается: существуют бытовые/строительные пены, не требующие каких-то спец инструментов и методов, а есть промышленные пены, не менее сложные в производстве, чем эластомеры. Теоретически на оборудовании для переработки эластомерных полиуретанов можно переработать пены, практически – лучше не стоит. На данный момент мы не перерабатываем пены и не собираемся.
Отдельный класс технологий – переработка термопластичных полиуретанов (ТПУ). Тут надо учесть 3 аспекта: во-первых, сырье для ТПУ получают все равно первичной реакцией реактопласта, во вторых в переработке эластомерный ТПУ – один из самых капризных термопластиков, он резко ухудшает физмех свойства при добавлении вторички или колебании режима, а в третьих, переработка на термопластавтомате массивных изделий сама по себе достаточно сложна.
Существуют специальные композиции с полиуретаном для термопластичной переработки, например, для производства кабельной продукции – в них введено очень много разных добавок как раз для упрощения переработки, но при этом физмех, конечно, ухудшается. Недобросовестные (или просто неопытные) переработчики используют неподобающие ТПУ для производства в том числе наших групп продукции – пыльников, втулок, сайлентблоков и т.д., с предсказуемым результатом: люди пробуют, плюются и делают неадекватный вывод что “ПУ мне не подходит”.
Пожалуй вдогонку замечу, что технология литья наших материалов имеет свои ограничения. Так, реакция экзотермическая (идет с выделением тепла), а температурный коридор реакции невелик, поэтому без изменения химии (с падением физмех характеристик) невозможно залить массивные изделия с большой толщиной. Слишком тонкие слои – тоже плохо, на толщине стенок менее 2 мм начинают играть роль капиллярные силы и материал может не пролиться. Поскольку процессы полимеризации протекают не при комнатных условиях, максимальные физические размеры также ограничены имеющимся оборудованием.
Сферы применения
Двухкомпонентные литьевые полиуретаны практикуются для самых различных задач: от отливки шестерёнок до создания украшений.
Особенно значимыми областями использования этого материала являются следующие:
- холодильное техническое оснащение (хладо-, теплоизоляция торгового холодильного оборудования и холодильников бытового назначения, морозильных камер, складов и хранилищ продуктов);
- транспортное холодильное оборудование (хладо-, теплоизоляция автомобильных холодильных установок, изотермических ж/д вагонов);
- сооружение быстромонтируемых объектов гражданского и промышленного назначения (теплоизолирующие свойства и способность выдерживать нагрузку жёстких полиуретанов в структуре сэндвич-панелей);
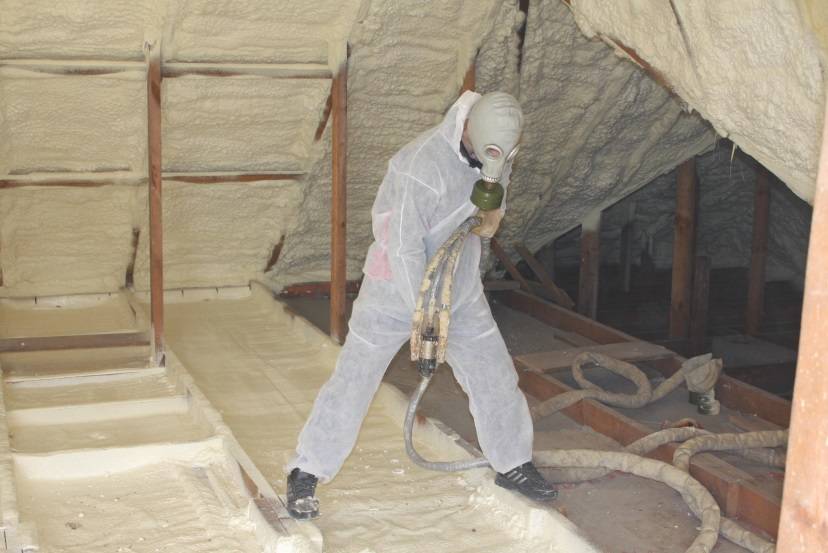
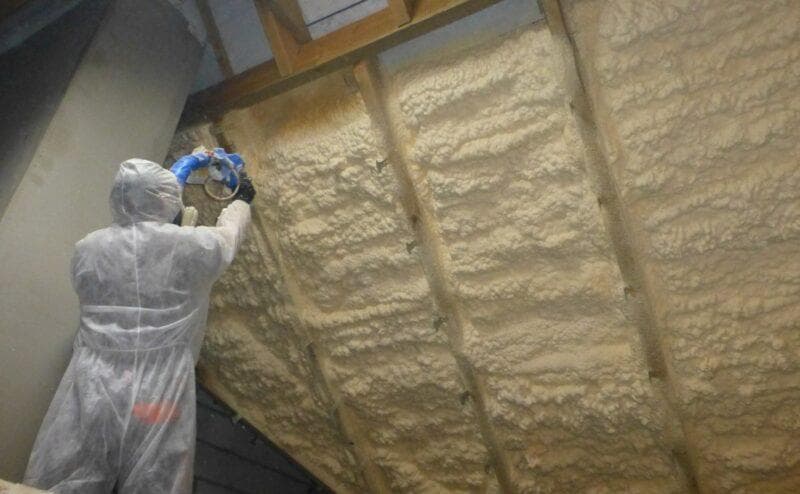
- возведение и капремонт жилых сооружений, частных домов, особняков (утепление внешних стенок, изоляция элементов кровельной конструкции, проёмов окон, дверей и так далее);
- промышленное гражданское строительство (внешнее утепление и защита кровли от воздействия влаги жёстким полиуретаном способом напыления);
- трубопроводы (тепловая изоляция нефтепроводов, утепление труб низкотемпературной среды на химпредприятиях методом заливки под заблаговременно установленный кожух);
- теплосети городов, посёлков и так далее (тепловая изоляция посредством жёсткого полиуретана труб горячего водоснабжения при новом монтаже либо при капремонте с задействованием различных технологических способов: напыление и заливка);
- электрорадиотехника (придание ветроустойчивости разным электротехническим приборам, гидрозащита контактов при неплохих диэлектрических характеристиках жёстких конструкционных полиуретанов);
- автопромышленность (формованные элементы внутреннего оформления автомашины на базе термопластичных, полужёстких, эластичных, интегральных полиуретанов);
- мебельное производство (создание предметов мягкой мебели с применением поролона (эластичный ППУ), декоративных и корпусных компонентов из жёсткого ПУ, лаки, покрытия, клеевые составы и другое);
- текстильная промышленность (изготовление кожзаменителя, композитных тканей на пенополиуретановой основе и другое);
- авиационная промышленность и строительство вагонов (продукция из эластичного ППУ с высокой огнеустойчивостью, изготовленная методом формовки, шумо- и теплоизоляция на основе специализированных видов ПУ);
- машиностроительная промышленность (изделия из термопластических и специализированных марок пенополиуретанов).
Свойства 2-компонентных ПУ дают возможность использовать их для производства лаков, красок, клеев. Такие лакокрасочные изделия и клеевые составы стабильны к воздействиям атмосферы, крепко и продолжительное время держатся.
Также востребован жидкий эластичный 2-компонентный полиуретан для создания форм для отливок, к примеру, для литья из бетона, полиэфирных смол, воска, гипса и так далее.
Полиуретаны практикуются и в медицине – из них делают съёмные зубные протезы. К тому же из ПУ можно создавать всевозможную бижутерию.
В отдельных сферах произведённые из ПУ изделия по ряду характеристик имеют превосходство даже над сталью.
Вместе с тем простота создания этих изделий даёт возможность создавать как миниатюрные составные части весом не более грамма, так и громоздкие отливки по 500 килограммов и больше.
В общей сложности можно выделить 4 направления использования 2-компонентных ПУ смесей:
- крепкие и жёсткие изделия, где ПУ заменяет собой сталь и остальные сплавы;
- упругие изделия – здесь требуется высокая пластичность полимеров и их гибкость;
- изделия, стабильные к агрессии – высокая стабильность ПУ к агрессивным субстанциям либо к абразивным воздействиям;
- изделия, поглощающие механическую энергию посредством высокой вязкости.
ЧЕТВЕРТЫЙ МЕТОД – “ЗАЛИВКА ИЗ УСТАНОВОК ВЫСОКОГО И НИЗКОГО ДАВЛЕНИЯ”
Я решил объединить эти установки в один отдельный раздел, так как это достаточно недешевый способ начала бизнеса и требует серьезных финансовых вложений и прохождения обучения. По сути здесь все достаточно однотипно! На пистолет одевается специальная насадка с трубочкой и можно выполнять вместо напыления заливку. При начале бизнеса этот метод не подходит в качестве ознакомительного. Лучше тренироваться на “кошках” нежели на профессиональных установках.










Мы вообще рекомендуем приобретать профессиональное оборудование когда у вас уже есть потенциальный объект для выполнения работ. И желательно чтобы он был большим чтобы за раз отбить вложения в оборудование. А еще на выполнение такого объекта лучше “не жать” и проплатить выезд специалиста от поставщика оборудования для консультирования.
Подробнее о работе с пенополиуретаном можно ознакомиться в разделе “Школа напыления PMPPU”.
Формы для заливки ППУ
Помимо самого заливочного комплекса существенную роль в изготовлении ППУ играют пресс-формы, в которые осуществляется заливка. От них зависит качество изделий и получаемой поверхности, точность геометрических размеров, количество заливок в одну форму до момента физического износа и технологичность.
Чаще всего применяются следующие виды форм:
- металлические пресс-формы – недорогие формы со средним сроком эксплуатации для формования изделий с простой геометрией;
- формы из древесных материалов (в ряде случаев, используется плотная фанера с гладкой поверхностью) – дешевый вариант форм с малым сроком эксплуатации, используется для получения опытных образцов или ограниченного количества изделий;
- композитные пресс-формы с поверхностью из гелькоата и остовом из металлокаркаса – относительно дорогостоящие формы с длительным сроком эксплуатации для формования изделий со средней и сложной геометрией;
- силиконовые и полиуретановые формы – относительно дорогостоящие формы с малым сроком эксплуатации для формования изделий без вспенивания или с малой степенью вспенивания со сложной геометрией (таких как элементы декора или сувенирные изделия), в том числе с обратным углом.
Пресс-формы для пенополиуретана оснащаются замками и петлями или струбцинами, что позволяет герметично закрепить части формы между собой, избежать вытекания ППУ и справиться с давлением, возникающим при вспенивании.
Встречаются формыс подогревом (регистры с горячей водой или паром, ультрафиолетовые нагреватели, калориферы) или без него. Подогрев пресс-формы делает возможным получать изделия с качественной поверхностью при первых заливках, когда форма еще не успела прогреться за счет экзотермии реакции образования ППУ. На практике, при интенсивных темпах производства, после 3-4-ой заливки подогрев отключается и форма сохраняет тепло исключительно за счет экзотермии.
Поскольку ППУ обладает высокой адгзией даже к гладким поверхностям, важную роль играют антиадгезионные смазки. Смазывание пресс-форм производиться кистью или распылителем. Одного смазывания хватает на 2-4 заливки. Применяются смазки на основе восков, жиров и силиконов.
Пенополиуретан компоненты для заливки
Переработка пенополиуретан компонентов для заливки подразумевает качественный перемес и заливку в пресс форму или подготовленную полость. Обычно ппу системы для заливки состоят из 2 или 3 . Это полиол, изоцианат и возможно катализатор. Катализатор иногда специально добавляется в А для уменьшения времени старта. Пенополиуретан компоненты, как правило, используются для производства формованных изделий от теплоизоляционных панелей и скорлуп из жесткого пенополиуретана до эластичных пенополиуретанов для мебели и интегральных ппу для автомобильной промышленности. Некоторые компоненты ппу, к примеру, для получения эластичных и интегральных пенополиуретанов могут состоять и более чем из трех элементов.
Из особенностей пенополиуретан компонентов для заливки стоит отметить увеличенное время старта. Это связано с тем, что заливка как правило, связана с изготовлением формованных деталей – скорлупы, панели, декор и т.п. Для того, чтобы получить качественное изделие, необходимо чтобы пенополиуретан компоненты растеклись по всей форме и приняли весь ее объем. Для этого при производстве изделий со сложной геометрической формой, большой длиной или объемом применяют заливочные пенополиуретан компоненты с временем старта до 60-80 секунд. Также, для производства пенополиуретана методом заливки используются , более зависящие от температурного режима. Под температурным режимом подразумевается и температура (при чем рекомендованная температура для каждого из них может быть разной) и температура производственного помещения и температура формы под заливку. Не соблюдение хотя бы одной из температур, как правило, приводит к бракованному изделию на выходе. Пенополиуретан компоненты для производства теплоизоляционных панелей и скорлупы ппу требуют вначале разогрева формы. После 1-2 заливок форма становиться теплой ввиду того, что компоненты ппу во время реакции выделяют тепло, и дальнейший нагрев как правило, не требуется. При производстве более сложных эластичных и интегральных ппу изделий необходимо поддержание именно заданной технологическими параметрами температуры. В некоторых случаях приходится либо дополнительно подогревать форму, либо наоборот понижать ее температуру.
Во время реакции пенополиуретан компоненты прилипают к поверхности, поэтому при заливке в форму предусматривается антиадгезионная смазка, которая не позволяет вспененному пенополиуретану прилипнуть к металлической пресс форме. В качестве таких смазок используется литол, воск, солидол, различные силиконовые смазки или специализированные смазки серии Пента-120.
При производстве эластичных ппу(для мягкой мебели) или интегрального ппу(автомобильные рули, авто подлокотники и т.п.) особое внимание уделяется выдержке соотношений, указанных в технологии. При таком производстве любое отклонение от заданных параметров ведет к нарушению технологии и как следствие – бракованное изделие
Пенополиуретан компоненты для заливки имеет широкий диапазон плотностей. Для производства теплоизоляционного слоя холодильников применяют с плотностями конечного продукта в 32-40 кг/м3. При изготовлении теплоизоляционных панелей и скорлупы ппу применяют компоненты ппу с плотностями 50-70 кг/м3. Для производства элементов внешнего и внутреннего декора, элементов тюнинга автомобилей(спойлеры, накладки, и т.п.) используется химия с плотностями до 300 кг/м3 и выше.
“СМЕШИВАНИЕ КОМПОНЕНТОВ В ВЕДРЕ”

- Берем 1 часть полиола и 1 часть изоцианата
- Сливаем все в одну емкость
- Перемешиваем
- Заливаем
- Ждем
В итоге у нас получится двухкомпонентный заливной пенополиуретан. На самом деле при таком методе изготовления жесткой пены можно выполнять достаточно большое число услуг как в строительстве, так и в поролоновой промышленности. Поскольку поролон – это и есть эластичный пенополиуретан. Мало того, в большинстве промышленных лабораторий таким образом выполняют замер плотности свободного вспенивания материала. Вот вам видео из лаборатории ЗАО “Химтраст”.
Одним из важных аспектов этого метода изготовления заливного утеплителя является качество смешивания двух компонентов. Если вообще не задаваться целью изготовить качественный продукт, то перемешивание можно выполнить и палкой в ведре. К стати я встречал немало видеороликов. где именно так и выполняют работы отечественные “умельцы”. С точки зрения однородности плотности пены в таком случае будут возникать большие вопросы, а также расход материала будет просто катастрофическим. Но сам по себе продукт хоть и будет переуплотнен, но свои теплотехнические функции он не потеряет.










Таким образом, для начала бизнеса по заливе ППУ вам необходимо приобрести несколько ведер, высокооборотистую дрель. несколько венчиков, разиновые перчатки и очки. И с таким набором инструмента вы можете выполнять заливку пены в полости каркасных частных домов и межстеновое пространство кирпичной и болчной кладки. Но как вы понимаете выглядеть это будет не то чтобы не профессионально, а проще говоря по “ботански”. Не факт что заказчик захлопает в ладоши увидев вашу работу. Да еще когда с вас свисают капли пены, и все вокруг закидано не дешовыми остатками пенополиуретана.
МИНУСЫ ПРИГОТОВЛЕНИЯ ПЕНЫ В ВЕДРЕ
- Грязно
- Перерасход компонентов
- Заливка только в открытые полости
- Отсутствие повторных заказов на выполнение теплоизоляционных работ
Полиолы
Это один из двух главных компонентов для ППУ. Полиол обеспечивает создание полимерной основы, вступая в реакцию с изоцианатом.
Этот компонент определяет свойства готовой продукции и параметры реакции:
плотность материала;
твердость получаемого покрытия;
степень горючести;
скорость вспенивания и отвердения;
растекание при заливке и т.д.
Полиолы (полиэфиры) являются органическими соединениями, которые вступают во взаимодействие с изоцианатом и обеспечивают структуру полиуретана. Эти компоненты подразделяют на простые и сложные. Первые имеют более низкую стоимость, поэтому широко востребованы при производстве жестких ППУ. Это продукты окисления пропилена с различными функциональными аминами и спиртами (глицерин, этилендиамин, сорбитол, триметилолпропан).
Сложные полиэфиры изготавливаются из многофункциональных спиртов, кислот и ангидридов. Они применяются при производстве ППУ в тех случаях, когда необходимо создать материал высокой прочности с закрытыми порами.
Большинство полиолов сохраняют свои свойства в течение 6 месяцев. Они требуют хранения в герметичных упаковках: полиэфиры поставляют преимущественно в синих бочках, для изоцианата они могут черными или красными. Перед использованием полиол обязательно требует перемешивания в течение 10-15 минут.
Производство
Полиуретан является производным материалом от полиола и изоцианата – продуктов нефтехимической промышленности. Для достижения тех или иных технических свойств к ним добавляются различные присадки, то есть при производстве полиуретана как сырья необходимо учитывать его дальнейшую область применения. Сегодня он представляет собой самый востребованный полимер в мире во всех крупных сегментах промышленности. На рынке синтетических полимеров представлен как зарубежный, так и отечественный материал.
При производстве изделий применяются такие технологические приемы как литье, экструзия, прессование, заливка.
Принцип действия заливочных комплексов для ППУ
Заливочный комплекс для ППУ – это комплект оборудования, позволяющий дозировать компоненты для получения пенополиуретана с высокой точностью в заданном соотношении, смешивать их с высокой степенью гомогенности и заливать в формующую оснастку (пресс-формы). В зависимости от применяемых насосов (шестеренчатые или плунжерные) и величины создаваемого ими давления установки подразделяются на аппараты высокого (свыше 160 атмосфер) и низкого (4-10 атмосфер) давления. Принцип смешивания в этих двух типах установок отличается. В аппаратах высокого давления смешивание ППУ-компонентов происходит за счет взаимного проникновения двух потоков друг в друга. А в аппаратах низкого давления – за счет интенсивного вращения миксера специальной формы в заливочной головке. В обоих случаях воздух, создаваемый компрессорной станцией, применяется только для промывки и продувки трактов и камер смешивания. Исключение воздуха из процесса смешивания ППУ-компонентов связано с тем, что пузырьки воздуха, образующиеся в вязкой массе сырья, создают пустоты в теле изделия и каверны на поверхности. Заливочные комплексы снабжены устройствами изменения соотношения ППУ-компонентов в широком диапазоне с целью регулирования свойств получаемых изделий.
Принципиальная схема комплекса оборудования для изготовления ППУ-изделий
1 – головка заливочная; 2 – местное управление на заливочной головке; 3 – бак для промывки каналов и рабочих элементов заливочной головки; 4 – компонент Б (полиизоционат); 5 – система подачи компонента Б; 6 – система рециркуляции компонента Б; 7 – телескопическая станина для манипуляций заливочной головкой; 8. – система рециркуляции компонента А; 9 – система подачи компонента А; 10 – компонент А (полиол); 11 – компрессорная станция; 12 – система насосов для подачи компонентов; 13 – шланги подачи компонента А к заливочной головке; 14 – шланги подачи компонента Б к заливочной головке; 15 – местное управление на насосной станции.
Напоследок
На этом можно было и завершить написание инструкции, но бывает так, что в 1-2-х местах постоянно выходит воздух, шарик лопается, но снова надувается. Это может происходить из-за того, что либо под камнем, есть небольшая щель, либо в самом камне есть “раковинка”. В таком случае, я беру обычную иглу, вставляю в то место откуда идет воздух и резко выдергиваю. При необходимости можно сделать несколько раз. Бывает помогает, бывает нет.
Лучше конечно при заливке использовать вакуумную камеру, чтобы избежать брака, но это дорогое удовольствие. И подходит только тем, кто делает формы на продажу. Ну и хочу дать один совет: если вы собираетесь сделать себе декоративный камень и встал вопрос с формами, покупать или сделать самому, то я бы рекомендовал купить, т.к. при изготовлении без вакуумной камеры высока вероятность брака. Если планируется производство и нужно много форм, то можно сделать самому, но я вас уверяю, брак будет 100%.









Читайте дальше: как сделать сушилку для декоративного камня
Производители заливочных комплексов для переработки ППУ
| Название | Модельный ряд | Ценовой диапазон, руб.* |
|---|---|---|
| Научно-производственная компания «Новые Строительные Технологии» | ПЕНА20-УМ4/220-ЗГ-006, ПЕНА20-УМ8/220-ЗГ-016, ПЕНА20-П150УМ-ЗГ032Б | от 459200 до 905600 руб. |
| «ТехМашСтрой» | серия УЗК | от 230 000 до 1 910000 руб. |
| ГК «РосТеплоИзоляция» | ПГМ-30АТ, ПГМ-75, ПГМ-250 | от 212150 руб. |
| ГК «Промышленные установки» | Промус-15П, Промус-16П, Промус-30 | от 120 000 до 350 000 руб. |
| ООО «Факел» | Серия Факел | от 78400 руб. |
| ПК «Полимер-комплекс» | Серия ПК | от 1700000 руб. |
| «Tec Mac» («Тек Мак»), Италия | Серия Isoltec | от 2000 000 руб. |
| «Graco» («Грако»), США | Серия HFR | по запросу |
| «Hennecke GmbH & Co. KG Polyurethane Technology» («Хеннеке»), Германия | Серия ELASTOLINE, HK-R, HIGHLINE, QFOAM, TOPLINE, STREAMLINE | по запросу |
| «KraussMaffei» («КраусМаффей»), Германия | Серия Puromat | по запросу |
*стоимость базовых установок без опций на момент написания статьи.