Любопытные факты
Напоследок — несколько познавательных фактов о медных трубах.
Из-за высочайшей теплопроводности меди водопровод ХВС летом собирает большое количество конденсата. Проблема решается теплоизоляцией или использованием трубы в полиэтиленовой оболочке.

Медь в теплоизолирующей оболочке.
Все водопроводные медные трубы — бесшовные. Оборудование для производства включает плавильную печь, аппарат для отливки, прокатный и трубоволочильный станы.
Медь — проводник с очень низким электрическим сопротивлением. Если кто-то из соседей использовал водопровод для заземления бытовой техники, вы рискуете узнать об этом самым неприятным образом.
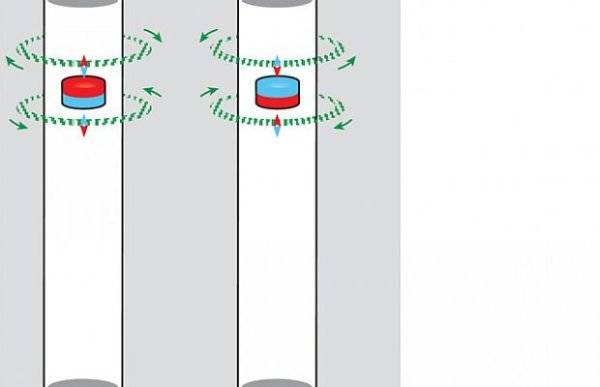
Низкое электрическое сопротивление меди очень наглядно демонстрирует опыт, для которого нужны медная труба и магнит (желательно — неодимовый). Если бросить в вертикальную трубку любой тяжелый предмет, он в полном соответствии с законами, описывающим свободное падение, упадет на пол. А вот раскрученный вокруг собственной оси перед броском неодимовый магнит в медной трубе будет опускаться вниз добрый десяток секунд.

Опыт с магнитом и медным кольцевым проводником.
Почему?
Дело в том, что прохождение магнитного поля через кольцевой проводник с низким сопротивлением наводит в нем вихревые токи. Они, в свою очередь, порождают вторичное магнитное поле. Взаимодействие собственного поля магнита и наведенного в медном проводнике поля и обеспечивает наблюдаемый в этом опыте эффект магнитной левитации.
Наведенное поле взаимодействует с собственным полем магнита.
Как паять медные трубы
Видео 1.
Пайка медных труб
Watch this video on YouTube
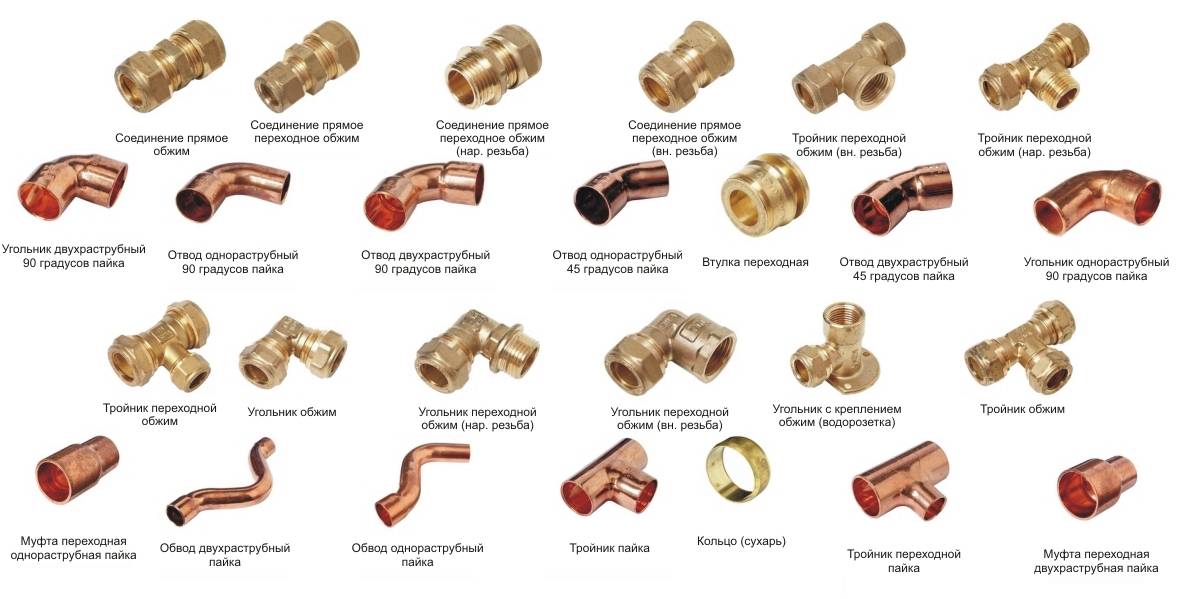
Фитинги выпускают диаметрами от 6 до 108мм. Они предназначаются для укладки медных изделий при работе с мягким или твердым припоем. Их используют в отопительных сетях, для подачи газа, и воды.
Медная пайка применяется в водоснабжении и отоплении. Технические характеристики этого продукта позволяют трубе из меди толщиною в 1мм, переносить давление 100 бар, а фитинги из меди способны выдержать очень высокую температуру.
Данное соединение замечательно противостоит коррозии, она не сложная и не отнимает большого количества времени.
Если вы хотите детально узнать, как паять медные трубы, видео на нашем сайте поможет вам решить эту задачу. На нем этот процесс изложен детально и понятно.
Пайка это современный способ укладки трубопроводной магистрали. В продаже имеется различное многообразие фитингов, флюсов, припоев и паст для пайки.
Флюс – это специальная смесь, которая предназначена для удаления оксидов в месте, где будем паять. Она так же способствует уменьшения поверхностного натяжения и способствует растеканию припоя.
Припой (бывает твердым и мягким) состоит из сплава металлов, которые при нагреве легко плавятся. Его состав практически всегда содержит олово и свинец. Данным сплавом можно паять посуду, так как он является экологически чистым.
Паяльная паста содержит в себе припой (твердый или мягкий), флюс и соединительное вещество. На вид паста имеет вязкую и плотную смесь.
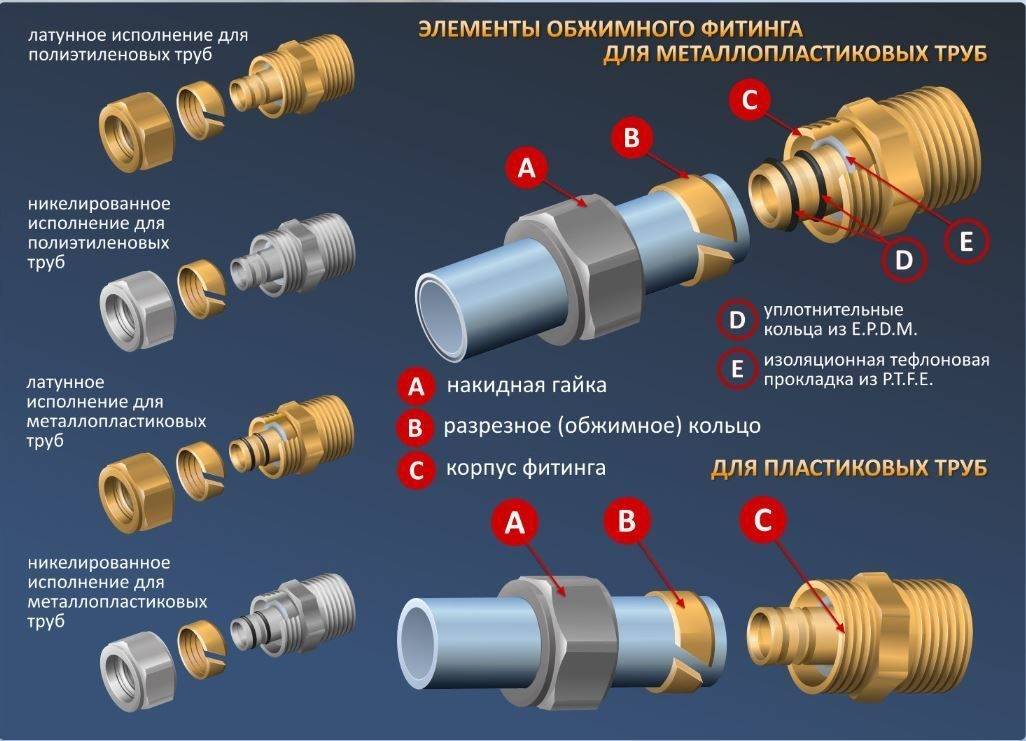
Виды обжимных фитингов по способу монтажа
Существует 2 типа соединений с использованием механического обжима, и соответственно различают столько же видов соединительных элементов.
Типы деталей:
- Разъемные. Всегда монтируются открытым способом, ничем не прикрываются. Требуют периодического обслуживания. Собираются при помощи обжимных, компрессионных фитингов. К ним относятся цанговые и резьбовые модели, последние делятся на несколько групп, в зависимости от вида резьбы и способа ее нарезания. Цанговые конструкции называют условно-разъемными, так как они создают соединение, которое через некоторое время будет нуждаться в подтяжке.
- Неразъемные. Выполняются, когда трубы предстоит закрыть, то есть смонтировать в пол или стену. Появились недавно и находят все более широкое применение. При этом виде монтажа используют пресс-фитинги.
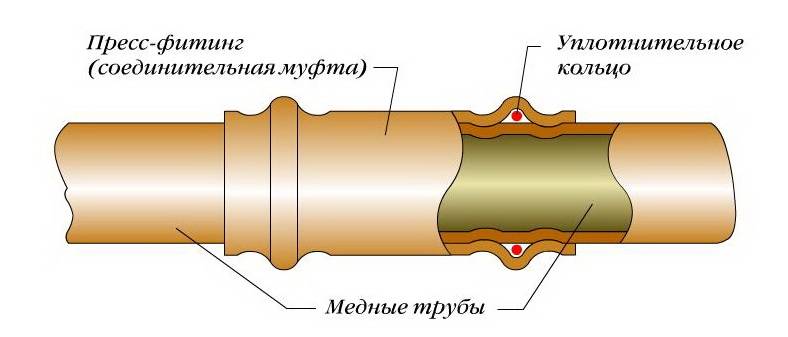
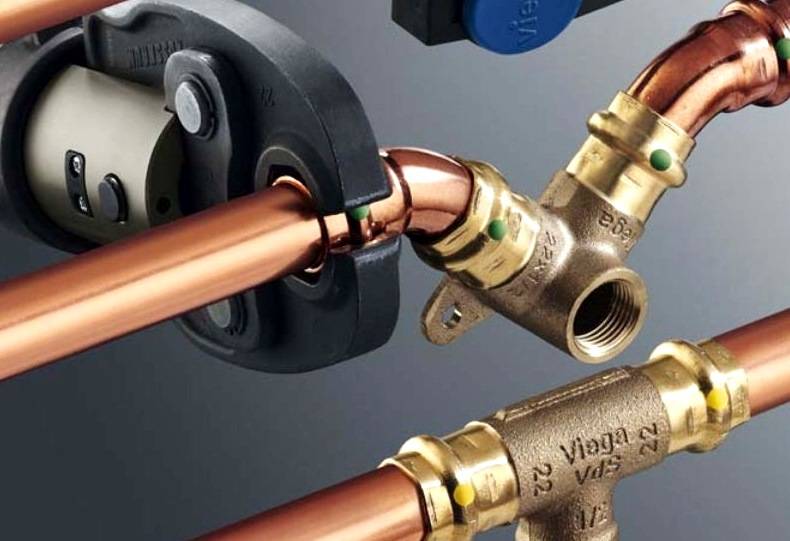
Неразъемные пресс-фитинги
Неразъемные соединения монтируются специальными пресс-клещами, при этом используются пластические свойства меди. Сначала труба вставляется в пресс-фитинг, а затем производится обжим стыка. При этом конструкция фитинга деформируется так, что материал с уплотнительным кольцом создает герметичное соединение. Чтобы результат был качественным, усилие на клещах должно быть выше 30 кН.







Для герметизации сборки внутри гильзы в специальной канавке производится установка уплотнительного кольца из специального полимера. Такое соединение выдерживает давление, как и паяное, но при этом его элементы могут вращаться без потери герметичности.
Различать детали по назначению можно по маркерам разного цвета:
- голубой или красный – водоснабжение (питьевое или промышленное);
- зеленый – отопительные системы;
- желтый – для газопровода;
- желто-голубой — для система перемещения газов и воды.
Уплотнители тоже помечают цветом, например, черный — для воды, а желтый — для газа.
Цены на фитинги для медных труб
фитинг компрессионный для медных труб

Разъемные компрессионные соединения
Разъемные фитинги (также они называются резьбовыми или цанговыми) являются самым дорогим видом соединителей для металлопластиковых труб. Такая конструкция может много раз разбираться и собираться.
Состав:
- латунный корпус,
- обжимное кольцо;
- уплотнительная резиновая прокладка.
Соединительные элементы для разъемных соединений по устройству очень напоминают подобные детали для металлопластиковых труб, только в них отсутствует внутренний шток. Сборка производится при помощи гаечных ключей.
Все сборочные элементы для разъемных сетей, согласно европейской классификации, могут быть следующих типов — А и В.

Типы обжимных компрессионных фитингов – А и В
Маркировка типа наносится на изделие латинскими буквами А и В
При покупке нужно обращать на это внимание
Подбирать изделия следует в зависимости от того, какой вид трубопровода будет монтироваться:
- Тип А используется только при монтаже надземных трубопроводов из полутвердых сортов меди.
- Тип В может применяться при монтаже надземных и подземных трубопроводов. Подходит только для толстостенных труб, изготовленных из мягких или полутвердых сортов меди.
Монтаж медных труб отопления
При сборке трубопровода используются два вида соединений: при помощи фитингов и сварки. Через разборные или прессовые фитинги стыкуются трубы с отопительными приборами. Возможна установка и для соединения/разветвления труб, но чаще используется для этих целей сварка. При использовании отожженных труб в нужных местах их можно гнуть, уменьшая количество соединений. Для изгиба используют специальное приспособление – трубогиб, которое позволяет получить разные углы не уменьшая просвета трубы и не ухудшая проходимость системы. Гнуть медные трубы руками практически невозможно: хоть материал и пластичен, но изогнуть его вручную без уменьшения просвета не получается. Так что такой метод лучше не использовать.
Чтобы согнуть медную трубу используют специальное оборудование — руками это делать нельзя, так как уменьшается просвет трубы и ухудшается циркуляция
Для установки обжимных фитингов не требуется никакого специального оборудования: труба вставляется в соответствующий паз до упора, а затем при помощи гайки закручивается, прижимая материал трубы к корпусу фитинга. Для плотного прилегания могут понадобиться два ключа – подтянуть до полной герметизации. Это все требуемое оборудование. Но специфика обжимных соединений такова, что требуется постоянный контроль герметичности: периодически они начинают «капать». Потому такие соединения нельзя замуровывать.
Установка прессовых фитингов происходит при помощи специальных пресс-машин. Они стоят недешево (и аренда в том числе). Зато соединение получается герметичным и надежным, но неразъемным.
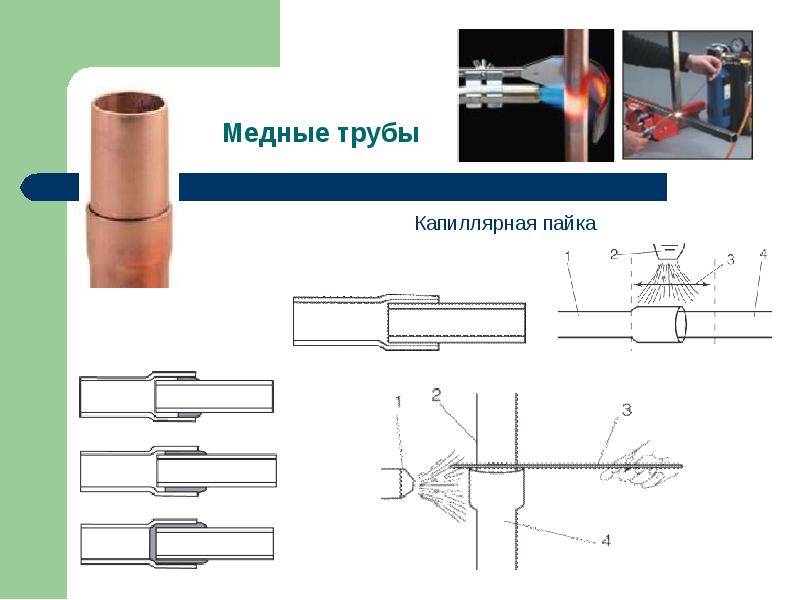
Более универсальным и надежным считается капиллярная пайка. Таким способом можно соединять участки труб одинакового диаметра напрямую: один из свариваемых концов развальцовывают – незначительно увеличивают диаметр, чтобы трубы можно было вставить одну в другую. Для этого используют специальное устройство. Место соединения зачищают при помощи металлической щетки или специальных губок (есть в продаже). Заем соединяемые поверхности обрабатывают флюсом – специальным составом, который улучшает «сцепление» металла с припоем. Обработанные трубы вставляют одна в другую. Просвет между ними при этом должен быть минимальным – доли миллиметра. Затем соединение разогревают при помощи сварной горелки. Когда материал нагреется до температуры плавления припоя, его вносят в пламя и расплавленным составом заливают имеющиеся щели. После того как шов заполнен, его остужают. Можно просто оставить его на воздухе, до остывания, а можно опустить в воду. В принципе, процесс не очень сложный, но требуется опыт, сноровка и тщательность исполнения: и развальцовка и сам процесс заполнения требуют точности и аккуратности. По такой де схеме паяются соединения со специальными медными фитингами под пайку.
Хорошо продемонстрирован процесс пайки медной трубы и такого же фитинга на этом видео, но тут предусматривается использование в водопроводной системе, а потому в качестве припоя использовано олово. Для отопления используют другие составы, имеющие температуру плавления не меньше 115оС. В остальном процесс такой же.
https://youtube.com/watch?v=N9QwpYEQpUw
Нюансы монтажа медных магистралей
Слесари-сантехники, обладающие набором инструмента и опытом работы с медью, выполняют целый ряд действий в процессе монтажа медных трубопроводов:
- зачистка, калибровка, резка;
- придание нужной формы;
- обжатие, пайка, соединение.
Эти же действия может выполнить своими руками каждый владелец квартиры или частного дома.

Залогом качественного монтажа медных труб с применением пайки является тщательная подготовка к процессу. Соединяемые элементы необходимо обработать – обрезать по размеру, очистить, подогнать стык, создавая тем самым условия для качественного монтажа
Главное – познать нюансы технологии и секреты производства таких работ. Для выполнения каждого действия требуется соответствующий инструмент.






Как правило, в инструментальный набор слесаря входят:
- труборез медных труб или ножовка по металлу;
- напильники, наждачная бумага, ветошь;
- ключи слесарные гаечные;
- ключ газовый №1;
- калибратор ручной, трубогиб;
- горелка газовая, флюс, припой, лента фум.
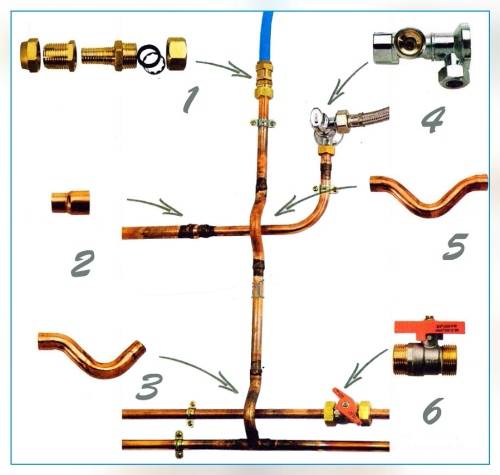
Началу монтажных работ всегда предшествуют мероприятия, направленные на расчёт и составление схемы разводки водопровода или системы отопления.
Наличие схемы разводки трубопроводов и подключения сантехнических приборов существенно облегчает монтажные работы. Схема позволяет точно определить финансовые затраты на монтаж и рационально распределить время исполнения работ
Исходя их схемы, рассчитывается необходимое количество медных труб, их размер длины, диаметр, а также число дополнительных деталей монтажа.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора.
Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах.
Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов. Именно такую задачу и решает такое приспособление как труборасширитель
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм.
Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки.
Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов.
Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Инструменты для пайки труб из меди
Эффективный монтаж медных труб своими руками невозможен без определенного набора инструментов.
При работах с медными трубами, включающих их сварку и монтаж, используются:
- Труборез – специальный инструмент для резки труб. Выбор модели трубореза определяется диаметром труб, с которыми вы планируете работать, а также – конкретными условиями использования (например, необходимостью обрезки труб в труднодоступном месте). Чем больше диаметр трубореза, тем выше его стоимость.
Труборез
- Фаскосниматель – как следует из названия инструмента, используется для снятия фаски и грата с края обрезанной медной трубы (во избежание образования задиров и заусенцев). Фаскосниматели бывают двух модификаций: в виде карандаша либо в круглом корпусе.
Последняя модификация значительно удобнее в эксплуатации, но максимальный диаметр труб для таких фаскоснимателей составляет 36 мм.
Труборасширитель – специальное устройство, которое применяется для расширения концов медной трубы при монтаже без использования дорогостоящих фитингов. Выбор расширителя также зависит от максимального диаметра используемых труб.







Труборасширитель
- Для подготовки поверхностей труб к соединению используются либо специальные губки («РОФЛАЙЗ»), либо ершики и щетки для очистки труб.
- Газовые горелки. Разные виды соединений труб и используемого припоя требуют применения горелок различного типа.
Существуют горелки, работающие от стационарных перезаряжаемых баллонов многоразового типа, а также – более компактные горелки на одноразовых газовых баллонах. В качестве горючего газа в горелках применяется либо пропан, либо ацетилен-кислородная смесь.
Нюансы работы с медными трубами
Для выполнения монтажа внутренних трубопроводов в доме можно выбрать трубу из пластика, металлопластика либо нержавеющей стали. Но только аналог из меди способен прослужить без проблем и капремонта больше полувека.
Правильно смонтированные медные трубопроводные системы на практике исправно работают на протяжении всего срока эксплуатации, что отведен коттеджу или многоквартирному дому.
Трубам из меди не страшны длительные тепловые нагрузки, хлор и ультрафиолет. При промерзании они не трескаются, а при изменении температуры внутренней среды (воды, стоков, газа) не меняют своей геометрии.
В отличие от пластиковых аналогов, медные трубопроводы не провисают. Это пластик подвержен расширению при высоких температурах, с медью подобного не происходит по определению.
У трубных медных изделий есть два недостатка – высокая цена и мягкость металла. Однако дороговизна материала окупается долгим сроком эксплуатации.
А чтобы стенки труб не оказались повреждены изнутри эрозией, в системе обязательно должны устанавливаться фильтры. Если в воде не будет загрязнений в виде твердых частиц, то и проблем с разрушением трубопроводов не возникнет.
Требования к обработке и сварке труб
При работе с медными трубами необходимо соблюдать следующие правила:
- Монтируя пайкой водопровод ХВС или ГВС, следует исключить использование свинцового припоя – свинец слишком токсичен.
- Скорость потока воды должна быть не выше 2 м/с, иначе мельчайшие частицы песка или иного твердого вещества постепенно начнут разрушать стенки трубы.
- При использовании флюсов после завершения монтажа трубопроводная система в обязательном порядке подлежит промывке – флюс является агрессивным веществом и будет способствовать коррозии трубных стенок из меди.
- При пайке нельзя допускать перегрева места соединения – это может привести не только к формированию негерметичного стыка, но и потере прочности медного изделия.
- Переходы труб с меди на другие металлы (сталь и алюминий) рекомендуется выполнять посредством латунных либо бронзовых фитингов-переходников – в противном случае стальные и алюминиевые трубы быстро начнут коррозировать.
- Грат (наплывы металла) и заусенцы в местах резки подлежат обязательному удалению – их наличие приводит к образованию в водяном потоке турбулентных завихрений, что способствует эрозии и уменьшению эксплуатационного срока трубопровода из меди.
- При подготовке медных труб к соединению категорически запрещается применять абразивы – их оставшиеся после монтажа внутри частицы приведут к повреждению металла и образованию свища.
Если в системе водопровода либо отопления в доме помимо медных есть также трубы или элементы из иных металлов, то водяной поток должен идти от них к меди, а не наоборот. Ток воды от меди к стали, цинку либо алюминию приведет быстрой электрохимической коррозии участков трубопровода из последних.
Благодаря пластичности и прочности металла медные трубы без проблем подвергаются резке и сгибанию. Поворот трубопровода можно выполнить как путем использования трубогиба, так и с помощью фитингов. А для устройства разветвлений и соединений с различными приборами существует множество деталей из термостойких пластмасс, латуни, нержавейки и бронзы.
О взаимодействии меди с другими металлами
В большинстве частных домов бытовые водопроводы собраны из стальных и алюминиевых труб. В отопительных системах также присутствуют радиаторы из стали или алюминия. Неправильная врезка в подобную разводку труб из меди чревата немалыми проблемами.
Самый оптимальный вариант монтажа – это применение труб и приборов исключительно из меди и ее сплавов. Сейчас без проблем можно найти биметаллические алюминиево-медные радиаторы, а также соответствующие фитинги и запорную арматуру. Совмещать разные металлы стоит только в крайних случаях.
Если совмещение неизбежно, то медь должна быть замыкающей в цепочке элементов трубопровода. Избавить ее от способности проводить электроток невозможно.
А при наличии даже слабого тока этот металл создает со сталью, алюминием и цинком гальванические пары, что неизбежно ведет к преждевременной их коррозии. При монтаже водопровода между ними обязательно нужно вставлять переходники из бронзы.
Еще она потенциальная проблема – кислород в воде. Чем больше его содержание, тем быстрее коррозируют трубы. Это касается трубопроводов как из одного металла, так и сделанных из разных.
Нередко владельцы коттеджей допускают серьезную ошибку, часто меняя теплоноситель в отопительной системе. Это только приводит к добавлению совершенно ненужных порций кислорода. Лучше всего воду не менять полностью, а доливать ее, когда возникает необходимость.
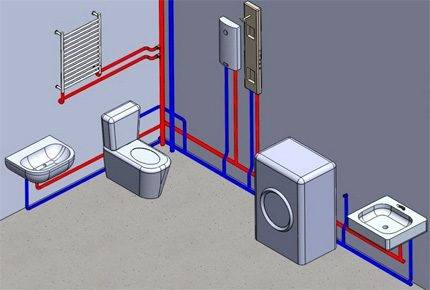
Монтаж
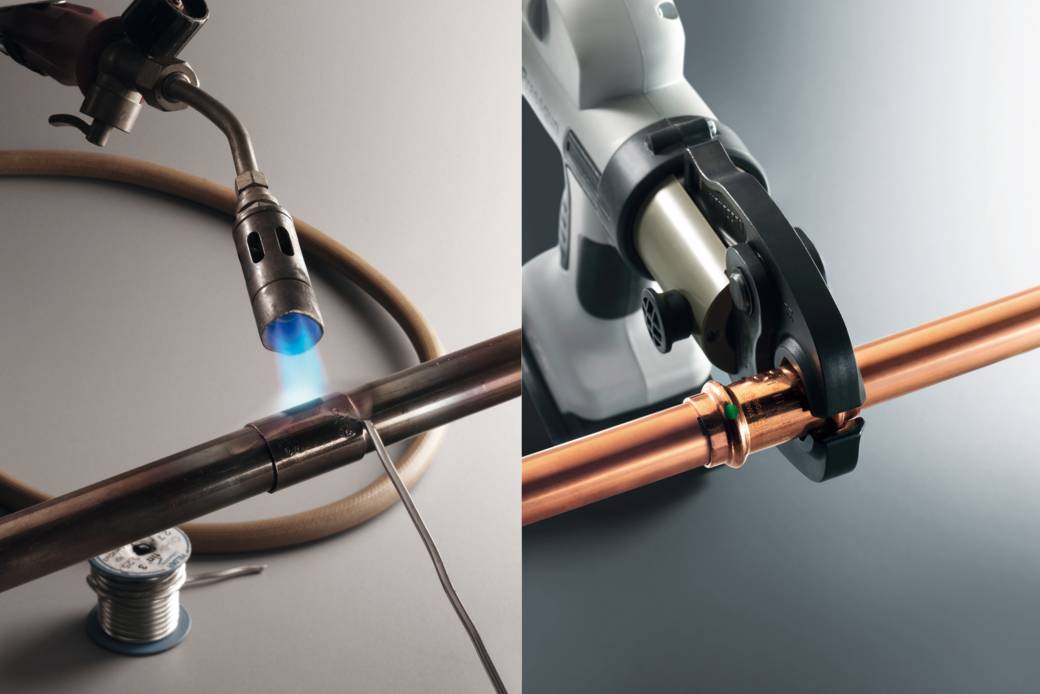
Как я уже упоминал, наибольшей популярностью пользуются два способа монтажа медных трубопроводов — пайка и сборка на обжимных фитингах. Какой способ лучше — трудно сказать однозначно; у каждого из них есть свои преимущества и недостатки.
Технология 1: пайка
Паяные соединения — неразъемные и необслуживаемые. С практической стороны это означает, что:
Фитинговое соединение можно смело укладывать в штробу или стяжку, не опасаясь течей;

Паяный медный водопровод можно прокладывать в штробах.
Если вам нужно будет изменить конфигурацию водопровода (например, подключив к нему новый умывальник или стиральную машину), сделать это путем простой замены фитинга (скажем, муфты на тройник) вы не сможете. Придется снова вооружаться горелкой или феном.
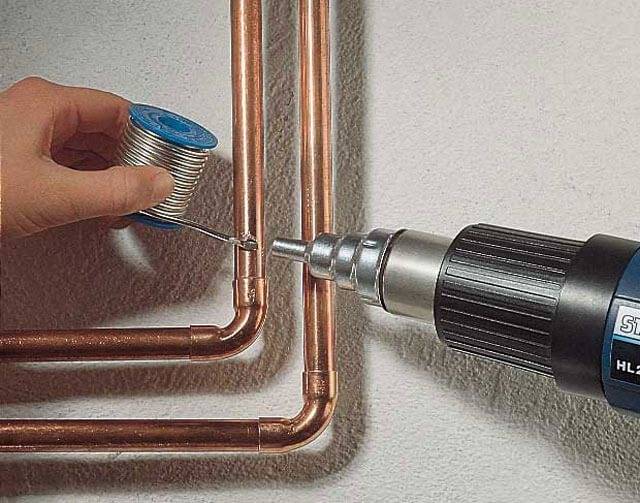
Пайка связана с применением открытого огня или строительного фена с температурой воздуха на выходе в 550 — 600 градусов. Соответственно, монтировать медь в помещении с чистовым ремонтом, выполненным с использованием горючих материалов, небезопасно.
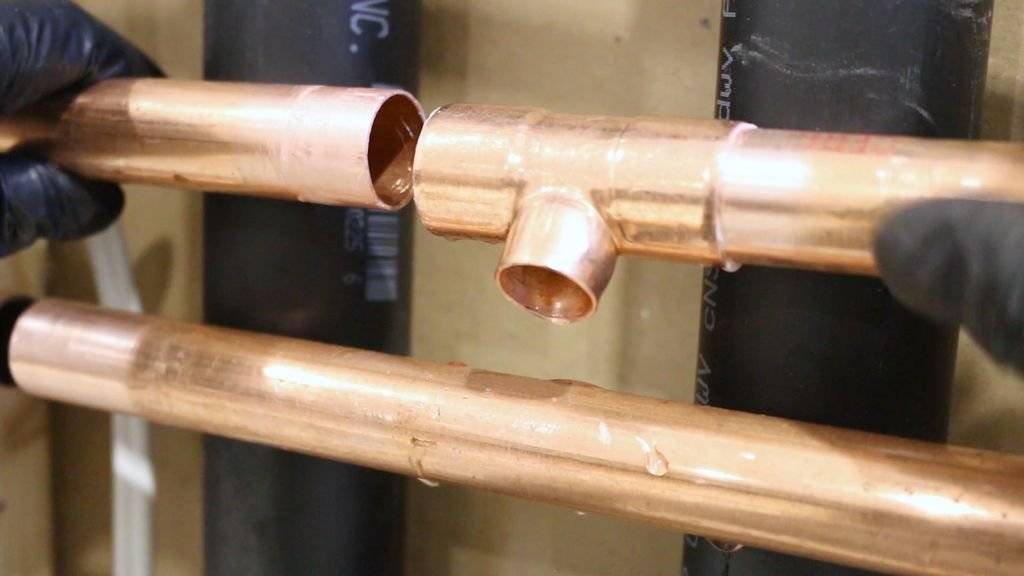
Медные фитинги для пайки снабжаются раструбами, в которые гладкий конец трубы входит с минимальным (около 0,1 — 0,15 мм) зазором. Прямые участки трубопровода могут быть собраны без фитингов. В этом случае для формирования раструбов используется специальный инструмент — труборасширитель для медной трубы. Его цанги расходятся в стороны и растягивают пластичный металл до нужного размера.






Механический расширитель для медных труб.
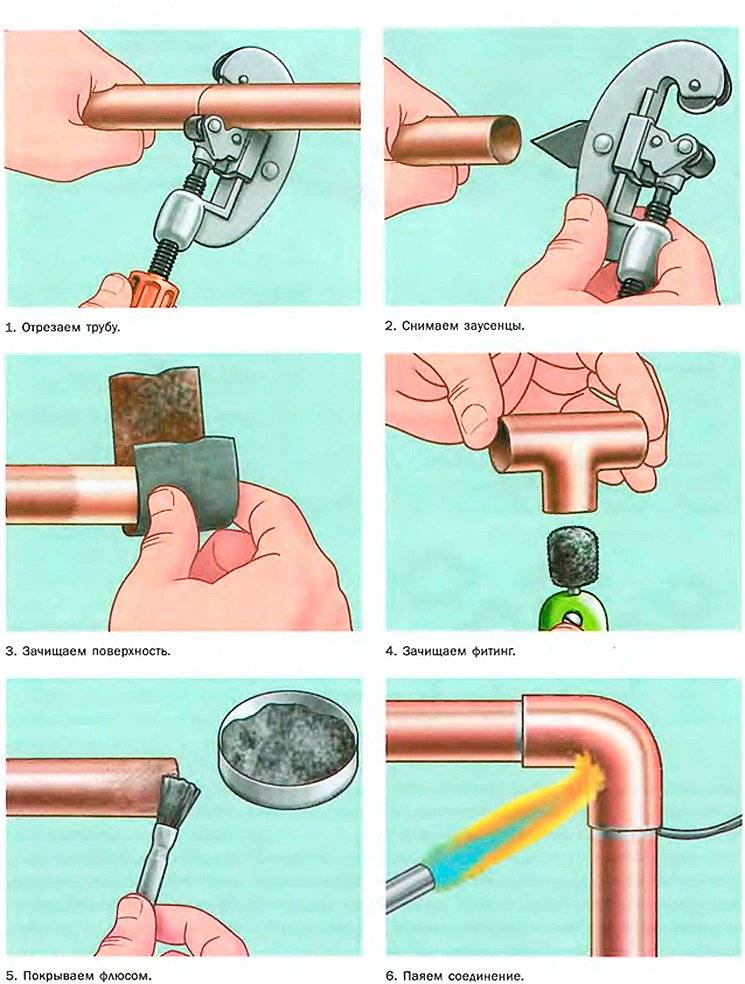
Собственно пайка выполняется так:

Алгоритм пайки.
- С торца удаляются заусенцы, оставшиеся от резки по размеру. Для этой цели можно использовать острый нож или специальный инструмент — гратосниматель;
- Внутренняя поверхность раструба и наружная поверхность трубы зачищаются мелкой наждачной бумагой или тонкой металлической щеткой;
- На обе поверхности наносится флюс, который обеспечит максимальную адгезию припоя;
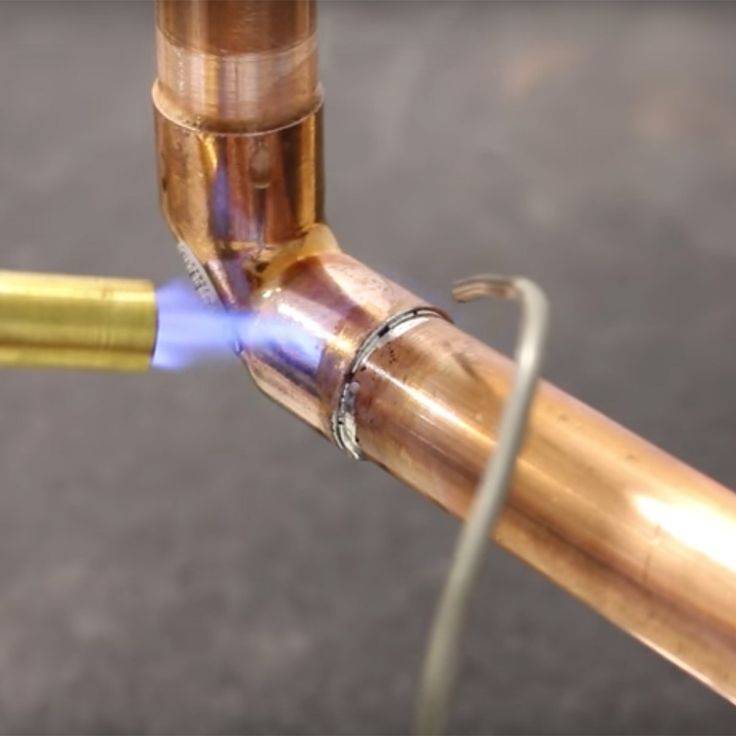
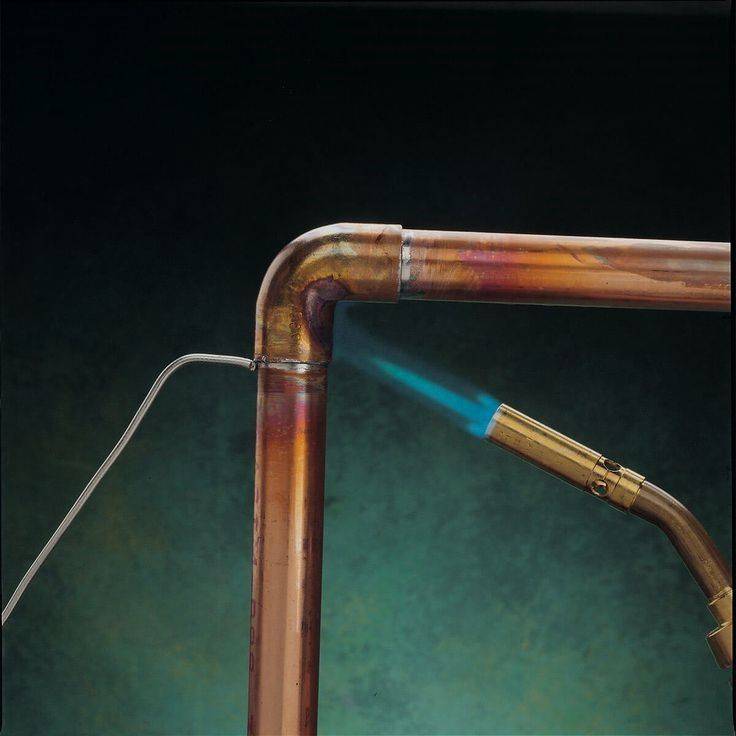
- Раструб прогревается до температуры плавления припоя (300 — 500 градусов в зависимости от его типа);
- Затем пруток припоя вводится в зону нагрева и прикасается к раструбу. Плавящийся припой быстро заполняет просвет между раструбом и трубой благодаря капиллярному эффекту.

Пайка газовой горелкой.
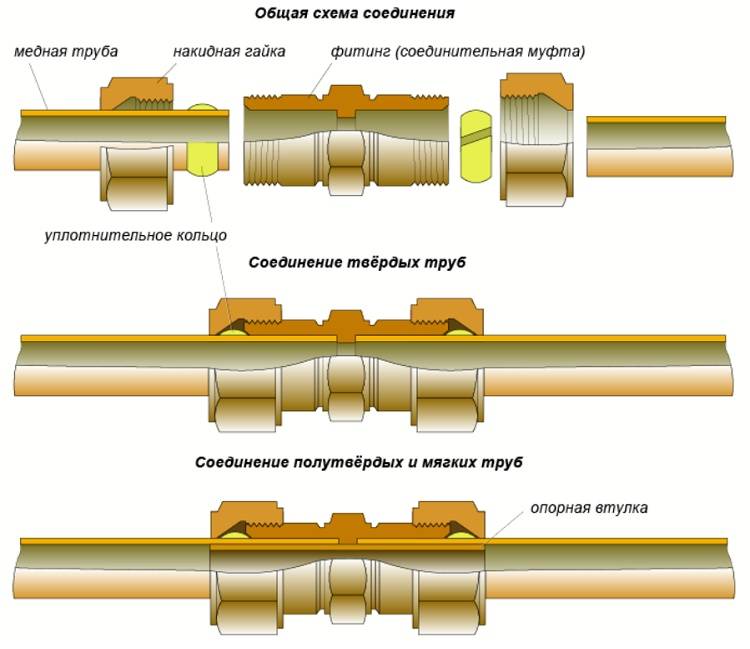
Технология 2: фитинги
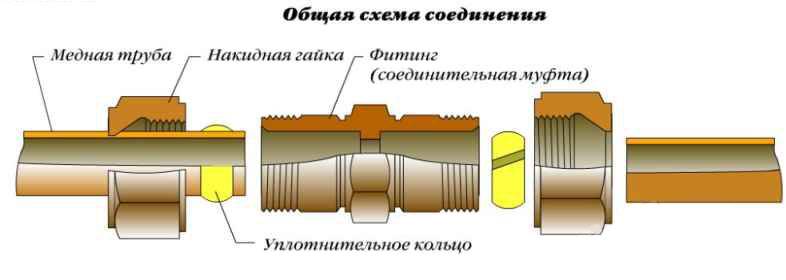
Фитинг для меди устройством сильно напоминает соединительный элемент для металлопластика. Разница лишь в том, что обжимное кольцо сплошное, без разреза, и в отсутствии у фитинга штуцера. Неотожженные трубы обладают достаточной жесткостью для того, чтобы не сминаться при обжиме, а для отожженных вместо штуцера используется опорная втулка.
Типичный материал фитингов — латунь
Этот металл лишь незначительно уступает меди пластичностью и, что очень важно, не образует с ней гальванической пары

Латунный фитинг для меди.
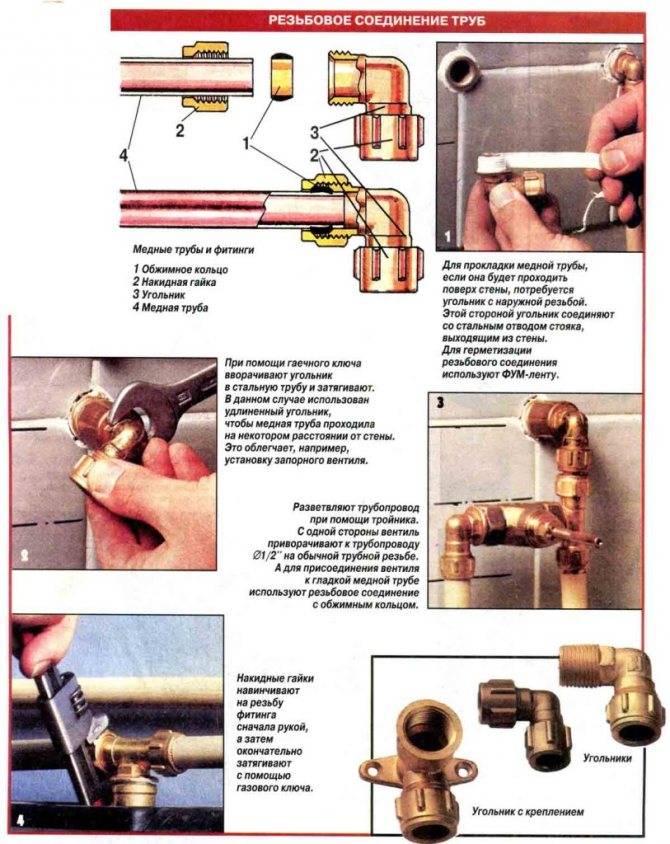
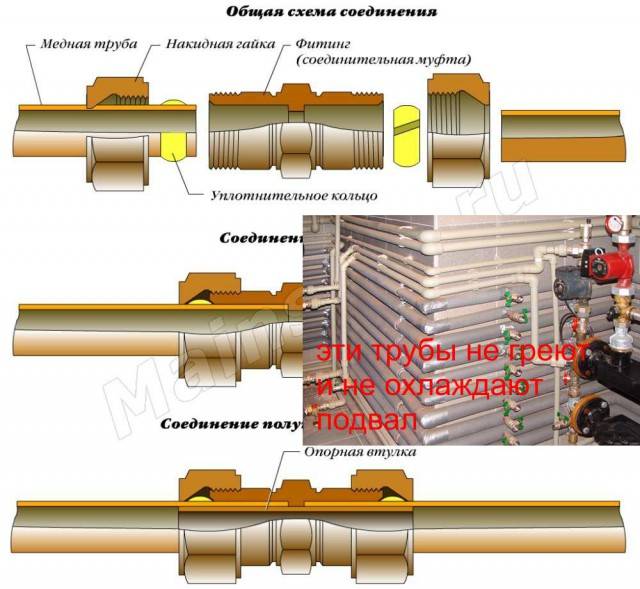
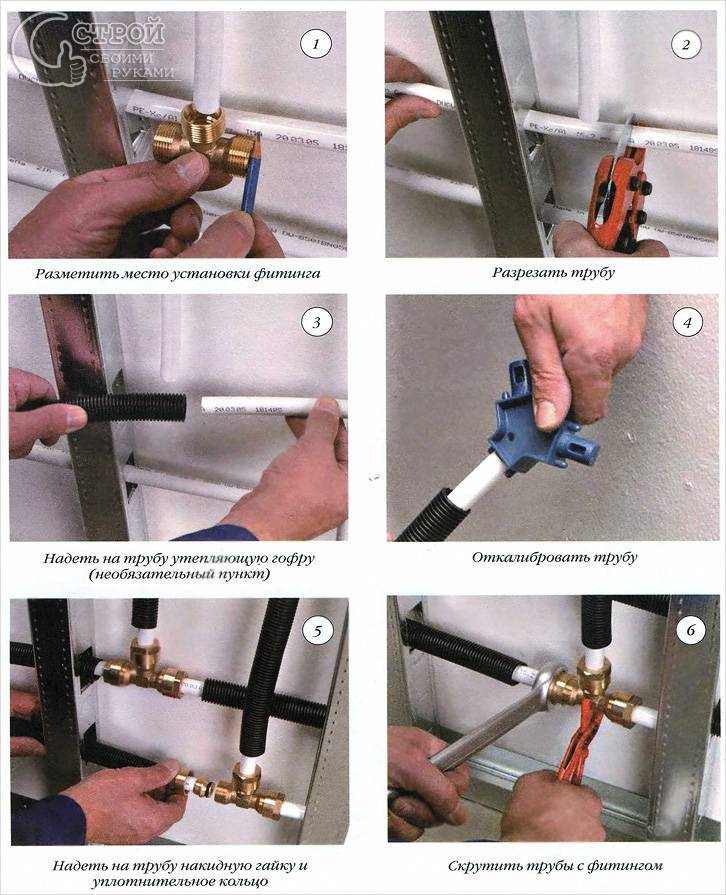
Фитинг монтируется практически так же, как на металлопластике:
- На очищенную от заусенцев трубу последовательно надеваются накидная гайка и обжимное кольцо;
- Труба вставляется в корпус фитинга;
- Гайка затягивается разводным или рожковым ключом. При этом второй ключ удерживает корпус фитинга от проворота. Герметичность обеспечивается за счет пластичности обжимного кольца и самой трубы.

Обжимное кольцо герметизирует соединение трубы с фитингом.
Фитинговые соединения при необходимости легко разбираются и собираются. Однако при большом количестве циклов нагрева и охлаждения они нередко дают течи, поэтому их нельзя укладывать в стяжку или штробу. При течи обычно достаточно подтянуть гайку на четверть — половину оборота.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
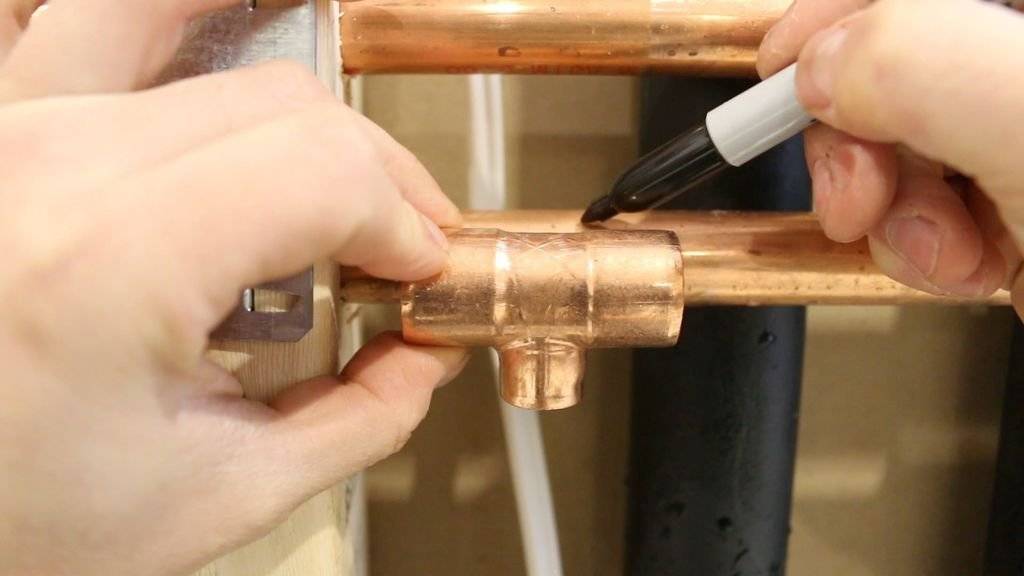
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
 Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации
 Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы. Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.





Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
 Операция выполняется кистью. Она может входить в комплект реагента.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
 На увлажненной поверхности не должно быть никаких посторонних включений.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
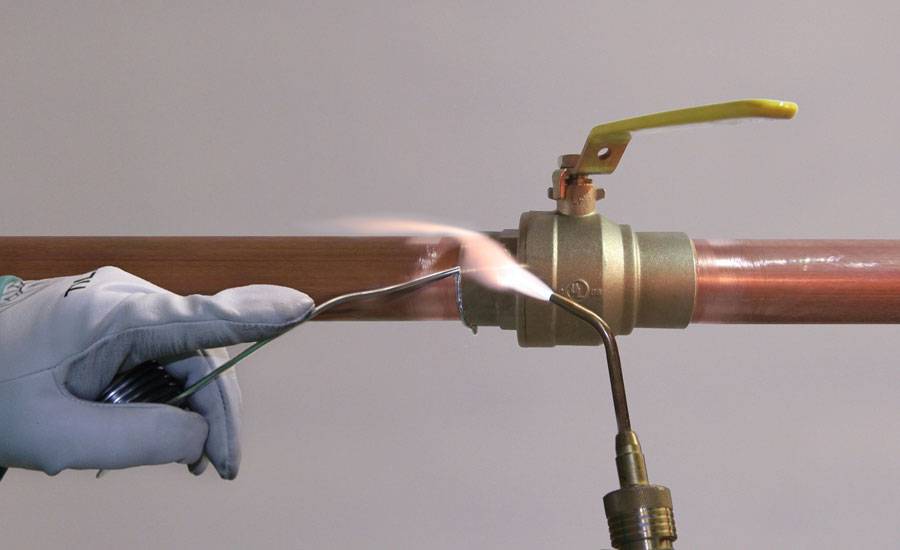
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
 Мягкая пайка медных труб
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
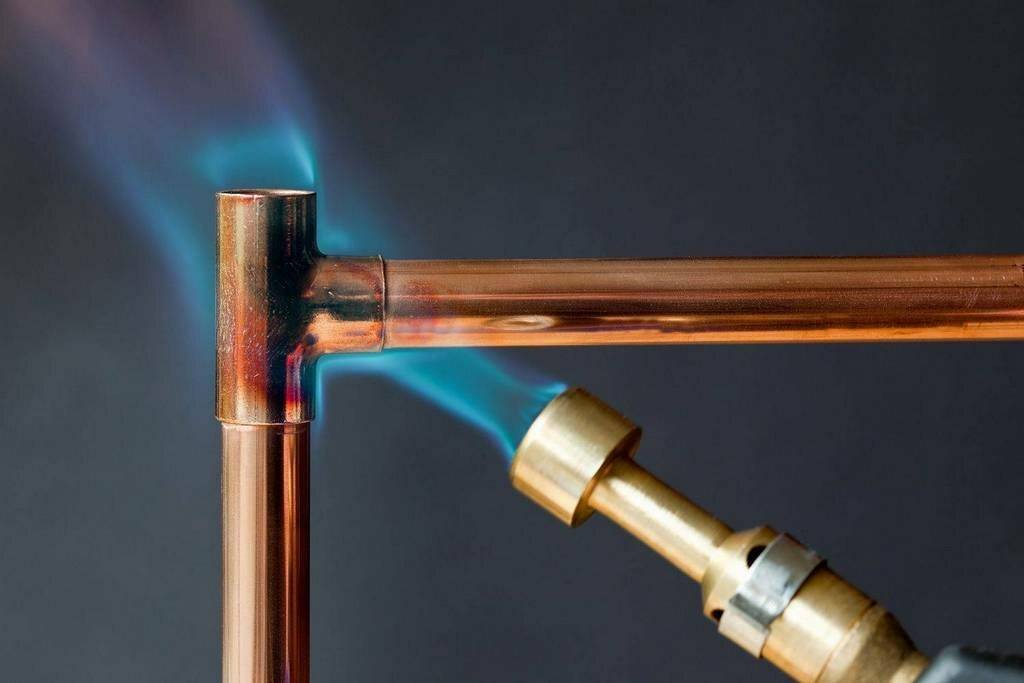
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Из каких полипропиленовых труб нельзя выполнять монтаж отопления?
Теперь рассмотрим сами полипропиленовые трубы.
Трубы различаются между собой по давлению и по эксплуатирующей температуре.
Самые простые, самые дешёвые трубы (обозначаются ПН-10 – рассчитаны на рабочее давление до 10 атм).
Они тонкостенные (толщина стенки 2,5…2,8 мм). Монтаж отопления из полипропиленовых труб такого вида НЕ делается. А используются они только для холодного водоснабжения.
Есть ещё полипропиленовые трубы с обозначением ПН-16, рассчитанные на рабочее давление до 16 атм и рабочую температуру до 80 градусов. У таких труб толщина стенок 3…3,2 мм.
Далее идут трубы с обозначением ПН-20. Они рассчитаны на рабочее давление до 20 атм и рабочую температуру 80…85 градусов. Эти трубы толстостенные (толщина стенок до 4 мм).
Все перечисленные трубы используются, в основном, для водоснабжения (тонкостенные для холодного, толстостенные для горячего водоснабжения). В системах отопления эти трубы не используются. Почему?
Потому, что у них слишком большое линейное расширение. Из-за этого прямолинейные участки трубопроводов после нагрева будут изгибаться.
Итоги
Как видим медные трубы для отопления – хороший, но не идеальный вариант. Много у такого материала плюсов, но не меньше минусов. Возможно появление коррозии — это может стать следствием неправильно подобранного состава теплоносителя, высокого давления или гидроудара. Причем стоит учесть, что срок службы медных систем отопления напрямую зависит от правильного проектирования и монтажа, то есть, даже если будут использоваться качественные оставляющие, но их спаяют или проложат «кривыми» руками, длительной эксплуатации не будет. А специалистов, которые грамотно работают с медью сегодня ой как немного, и стоят их услуги (в довесок к материалам) тоже очень недешево. Возможно, потому и достаточно редко ставят ее сегодня, тем более что есть неплохая замена – полипропилен (армированный) или металлопластик.
Напоследок несколько видео-уроков с полезной информацией. В этом видео есть немного о типах припоев.
А в этом видео материале рассказывается о том, как делают медные фитинги. Интересно…
https://youtube.com/watch?v=2avpeqbM22o