Сколько стоит сварочный инвертор
Купить прибор для сварки полипропиленовых труб или набор с насадками можно практически в любом городе, расценки будут зависеть от типа устройства и количества насадок. К примеру, сварочный инвертор «Кобра» российского производства обойдется примерно в 3000 рублей, а пистолет для полипропиленовых труб Dytron SP-4a (Чехия) – 5000 рублей.
Фото — набор для сварки с насадками
Предлагаем рассмотреть, какова цена на сварочный утюг Candan СМ–03 (Турция) для полипропиленовых труб:
| Город | Стоимость, рубли |
| Барнаул | 2700 |
| Екатеринбург | 2700 |
| Уфа | 2800 |
| Москва | 3000 |
| Воронеж | 2800 |
| Санкт-Петербург | 3000 |
| Челябинск | 2800 |
Как правильно паять полипропиленовые (пластиковые) трубы
Как правильно паять полипропиленовые (пластиковые) трубы
Итак, уважаемый читатель, Вы решили поменять водопроводные трубы в квартире своими руками. И если ваш выбор пал на полипропиленовые трубы, я помогу Вам научиться правильно работать с ними.
Не буду особо вдаваться в техническое описание полипропиленовых труб, для этого будет написана отдельная статья, а сразу перейду к инструктажу.
инструмент для пайки полипропиленовых труб
Из инструмента нам понадобиться:
- Маркер спиртовой (пойдет маркер для дисков)
- Рулетка
- Строительный уровень
- Специальные ножницы для резки труб
- Паяльник для полипропиленовых труб
Последний из списка дешевле будет взять напрокат, покупать такой домой не вижу смысла, т.к. понадобиться он всего один раз. Взять в прокат Вы сможете его там же, где будете покупать пластиковые трубы.
Этот список необходимый только для пайки труб. Если вы собираетесь укладывать трубы в штробу, полезно будет почитать статью «Монтаж электропроводки в квартире своими руками», в ней я описал технологию штробления стен.
Инструкция работы с паяльником для полипропиленовых труб
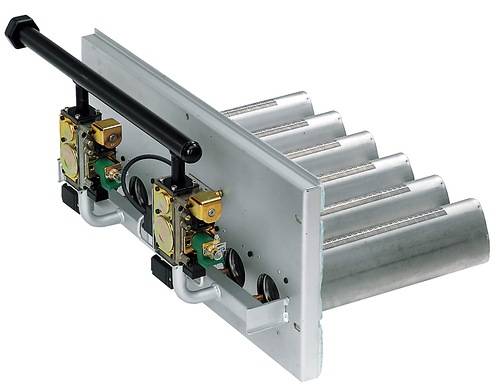
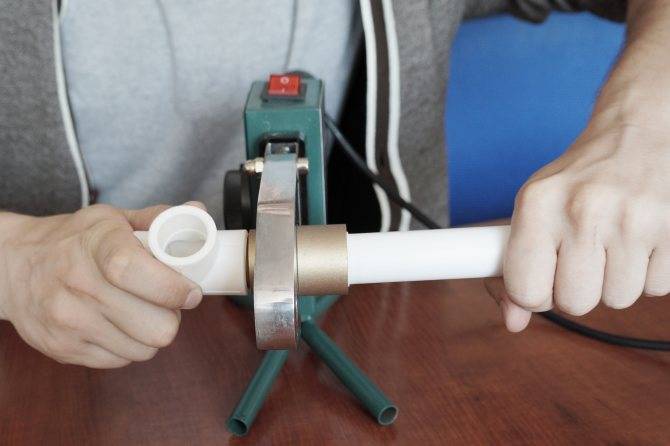
Паяльник, он же сварочный аппарат для пластиковых труб имеет подошву с нагревательными тэнами внутри и специальными отверстиями для крепления насадок для пайки труб разных диаметров. Насадки, как правило, идут в комплекте с паяльником. Принцип работы паяльника почти такой же, как и у домашнего утюга, за исключением того, что в домашнем утюге один нагревательный тэн, а в паяльнике для труб их два и каждый имеет свой включатель на корпусе паяльника. На корпусе кроме включателей тэнов есть и терморегулятор, им мы и будем задавать нужную температуру.
Перед включением тэна, нужно перевести паяльник из походного положения в боевое. Прикрутить к нему подставку и установить на место насадки для пайки труб. Как правило, на подошве паяльника иметься два отверстия под насадки, если вы будете работать с разными диаметрами трубы, можете установить сразу две насадки. Насадку для труб меньшего диаметра ставьте на край носика, как показано на рисунке.
После этого можно включать паяльник в сеть. Включите оба тэна на корпусе паяльника и выставьте температуру 260⁰C. И запаситесь терпением, паяльник должен нагреваться в течении 10-30 минут, пока не погаснет лампочка на корпусе. После этого ждем еще 5 минут перед пайкой, что бы хорошо нагрелись насадки для пайки.
Как соединить пластиковые трубы
Дальше все просто, отрезаете нужный кусок трубы. Начинать монтаж советую от общего стояка и по схеме, горячая вода слева, холодная справа, не путайте.
Нагреваете трубу и раструб фитинга паяльником одновременно. Ниже приведена таблица, в которой указано время нагрева разных диаметров труб.
Как правильно паять полипропиленовые (пластиковые) трубы Вы решили поменять водопроводные трубы в квартире своими руками. И если ваш выбор пал на полипропиленовые трубы, я помогу Вам научиться правильно работать с ними.
Как паять пластиковые трубы
Для монтажа системы трубопровода необходимо приобрести специальный сварочный аппарат, его стоимость зависит от производителя. Профессиональным сантехникам надо иметь надежные и качественные инструменты, если вы занимаетесь трубопроводами только у себя дома, то достаточно купить дешевую китайскую поделку.
Сварочный набор
В комплект входит паяльник с подставкой. Обращайте внимание, чтобы паяльник можно было фиксировать на подставке в двух положениях, это иногда требуется во время сварки труб в труднодоступных местах
Паяльник для полипропиленовых труб
Есть ножницы для резки пластиковых труб и насадки для нагрева внешних и внутренних поверхностей. Насадки прикручиваются к паяльнику шестигранным ключом, он также включается в комплект. Диаметр элементов для нагрева 20 мм, 25 мм, 32 мм и 40 мм. В домашних условиях чаще применяются насадки на 20 и 25 мм, на 32 мм очень редко, а на 40 мм почти никогда. Для разметки прилагается рулетка.










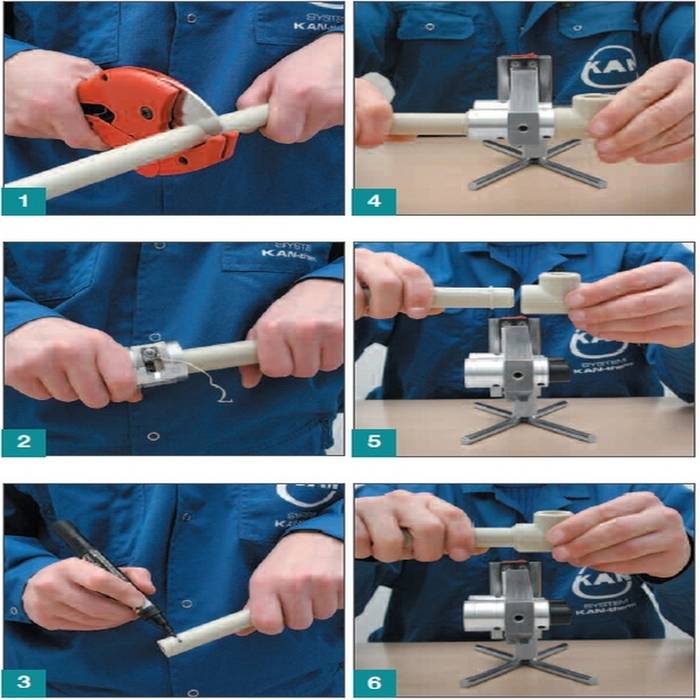
Шаг 1. Установите паяльник на поставку и включите его в сеть. На рукоятке есть пульт управления с указанием температуры нагрева, пока инструмент готовится, прикрутите насадки соответствующего диаметра.
Подготовка паяльника к работе
Почему?
- Элементы намного быстрее прогреваются до установленных терморегулятором температур. Кроме того, в этом месте показатели самые точные.
- Паяльник более устойчив, что повышает безопасность пользования. Во время запихивания/вынимания труб из насадок возникают значительные боковые усилия, у неопытных мастеров паяльник может опрокидываться.
Во время монтажа трубопроводов возникают ситуации, когда фитинг уже установлен на прикрепленной к стене трубе, а к нему надо приварить еще один отрезок. Нагрев требуется делать непосредственно на трубопроводе, паяльник приходится держать на минимальном расстоянии от стены. Для таких случаев насадки требуется крепить на конце пальника. Рекомендации надо выполнять новичкам, профессионалы всегда фиксируют насадки на конце и не теряют время на их перекручивание.
Шаг 2. Выставьте температуру нагрева +250°С.
Терморегулятор паяльника
Но это значение довольно условное по нескольким причинам.
Во-первых, показатели сильно колеблются в зависимости от производителя сварки
У китайских агрегатов она может изменяться даже при постоянной длительной работе, никто не может объяснить причину.
Во-вторых, нагрев зависит от качества пластиковых труб, а здесь также существуют различия.
В-третьих, мастер сам на глаз определяет степень нагрева, он обращает внимание на скорость плавления и консистенцию пластика. Практика показывает, что всегда лучше выставлять начальную температуру +250°С, а потом по мере необходимости корректировать ее. . Никогда не забывайте о технике безопасности
Вы работаете с нагретыми поверхностями, защищайте руки перчатками.
Никогда не забывайте о технике безопасности. Вы работаете с нагретыми поверхностями, защищайте руки перчатками.
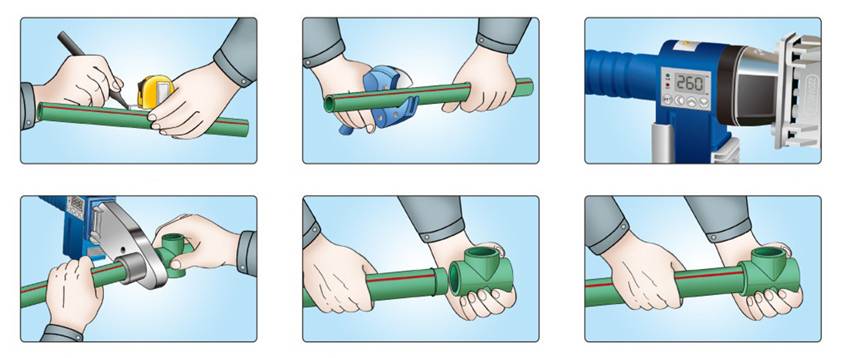
Шаг 3. Карандашом отметьте на трубе длину прогрева.
Отметка длины прогрева
Для этого надо знать, как глубоко она заходит в фитинг. Опытные мастера рекомендуют не прогревать на максимальную длину, а оставлять холодными примерно 2–3 мм, греть на 13–15 мм. Дело в том, что если прогретый участок будет слишком длинным, то во время соединения мягкий торец загибается и значительно уменьшает внутренний диаметр трубы. Последствия такого явления некритичны, но довольно неприятные. Все зависит от того, сколько у вас будет в общей сумме неправильных соединений и как уменьшается диаметр в сумме. Карандаш лучше применять в связи с тем, что потом метки без проблем удаляются. Они очень некрасиво смотрятся на готовом трубопроводе.
Шаг 4. Одновременно вставьте обе части в насадки. Все действия рекомендуется выполнять синхронно, вставлять и вынимать элементы необходимо максимально одновременно. С усилием прижимайте их к накладкам, во время нагрева поворачивать не рекомендуется. Хотя это и не оказывает заметного негативного влияния на прочность сварки.
Прогрев трубы и фитинга
Шаг 5. Выдержите примерно пять секунд, снимите с насадок и соедините детали.
Температура и время пайки
Очень спешить не надо, у вас в запасе имеется примерно десять секунд. За это время можно спокойно выровнять элементы, они должны располагаться строго по одной оси.
Соединение элементов
Пайка пластиковых труб не считается технологически сложным процессом, но если есть опасения, то можно немного потренироваться на отрезках. Муфты и уголки стоят копейки, финансовых убытков не будет.
Трубопроводы из полипропилена, их достоинства
Полипропиленовые трубопроводы пригодны для горячего и холодного водообеспечения, отопления. Изделия, с армированным слоем из фольги, стекловолокна или алюминия выдерживают температуру до 95 С, давление 20-25 атм. Применяются для внутреннего водопровода и отопления, в системе подачи ее от магистрали.







Изделия обладают достоинствами:
- долгий срок эксплуатации;
- выдерживают высокие физические нагрузки;
- не разрушаются от влаги, агрессивных жидкостей;
- легкие, что облегчает их монтаж;
- низкая теплопроводность не снижает температуру теплоносителя;
- не ухудшают вкус и химический состав жидкости;
- имеют невысокую стоимость.
Эти характеристики полипропиленового трубопровода делают его популярном в современном строительстве и при ремонте водопровода в жилом фонде.
Виды сварки пластиковых труб
Различают несколько видов сварки полипропиленовых труб, а именно:
- диффузная;
- враструб;
- стыковая.
Диффузная сварка выполняется нагреванием деталей и дальнейшим их плотным соединением. В результате происходит диффузия (взаимное перемешивание) крайних нагретых слоев, которые при охлаждении образуют единую деталь.
Сваривают элементы из одинакового материала, таким же по составу будет и стыковой шов.
Сварка враструб — наиболее часто применяемый способ для соединения трубопроводов в квартирах и домах, так как подходит для стыковки труб малого диаметра. Для нее используются фитинги без резьбы, которые надеваются на трубу. Они обеспечивают соединение элементов трубопровода, а так же его поворот и разветвление. Соединяемые детали предварительно нагреваются, а затем соединяются. Прочность соединение приобретает после их охлаждения.
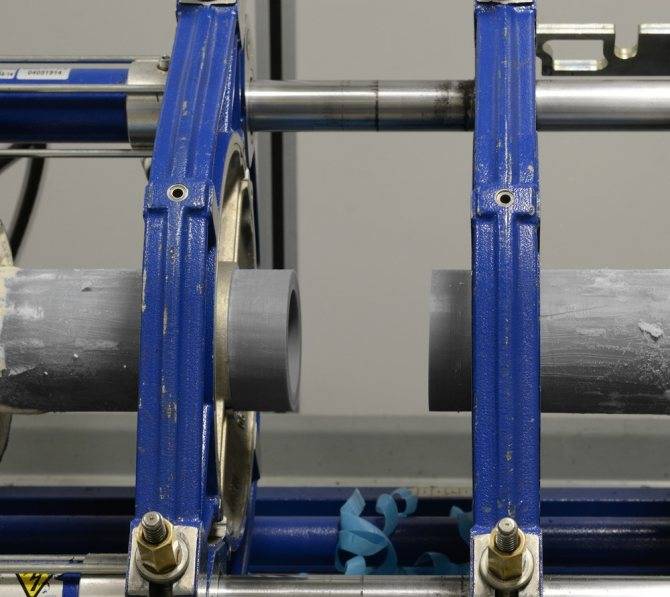
Сварка встык заключается в нагреве торцов труб сварочным зеркалом до расплавления, плотном соединении их под нажимом до полного остывания.
Технология процесса простая, но требует дополнительного приспособления для сжатия элементов и соблюдения их соосности, что ограничивает использование метода.
Особенности процесса и рекомендации
Сварку полипропиленовых труб инструкция описывает как процесс. Начинать который следует с определения его цели, организации рабочего места и маршрута прокладки. Так определяют необходимые виды деталей, их количество, диаметр и размеры.
Перед сваркой с их поверхности убирают алюминиевый и наружный слой. Отмеряют глубину сварки. Один край насадки надевают на трубу, второй вставляют в отверстие фитинга, предварительно убедившись с соответствие их диаметров.
Для сварки полипропиленовых труб температура нагревательного элемента сварочного аппарата должна достичь 260С, а контрольный индикатор выключиться. Время нагрева зависит от диаметра тубы.
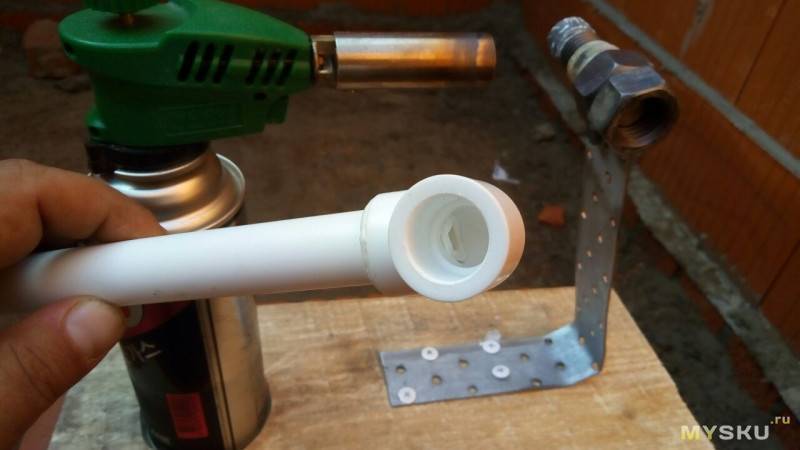
 Контроллер питания который сообщает об отключение прибора для избежания перегрева изделия
Контроллер питания который сообщает об отключение прибора для избежания перегрева изделия
Пластик изделий в местах, предназначенных для сваривания, разогревается одновременно и до необходимого состояния. Он должен стать мягким. У трубы – это внешняя, у фитинга – внутренняя поверхность отверстия. В этом следует обязательно убедиться. Для качественного сваривания сразу после разогрева труба вставляется в отверстие фитинга и прижимается по направлению к оси. После чего двигать свариваемые части одно по отношению к другому не следует. Время соединения и охлаждения также зависят от размеров изделий, толщины их стенок и ширины шва. Например, нагрев детали диаметром 20 мм. – 7 сек., соединения – 4 и охлаждения – 2 мин. Если диаметр 30 мм – 12 сек., соединение – 6, охлаждение – 4 мин. И так далее.
Результат перегрева полипропиленовых труб
Перегрев может вызвать деформирование пластика, а если достаточно не нагреть, то не добиться качественного сплавления. В запорной арматуре перед свариванием кран на муфте должен быть открыт. Если диаметры свариваемых изделий подобраны правильно, то при соединении на поверхность должно выступить некоторое количество разогретого пластика. Рекомендуется также снять фаску с кромки края трубы, так ее будет удобнее и без повреждений вставить в муфту.
Как правило, разогреваемые элементы надеваются на нагреватель с трудом, из-за незначительной разницы в диаметрах. Для удобства их можно одевая повертеть вокруг оси. Однако не стоит вставлять до упора нагревателя, так как это повлечет деформацию кромки изделия.
Распространённые вопросы и ответы по пайке полипропилена
Можно ли паять трубы одного производителя, а фитинги другого? Безусловно можно, однако хочется предупредить, что и муфты, и трубы следует использовать надлежащего качества. Не
стоит использовать детали безымянных производителей. В непрофессиональных магазинах часто продают трубы разных фирм, а фитинги одни и те же, от безымянного производителя. Я не
рекомендую использовать такую связку. В целом же ничто не мешает спаивать трубы и фитинги разных производителей, с разным армированием или без такового по разные стороны муфты.
Полипропилен липнет к насадкам – что делать? Первым делом нужно проверить реальную температуру на паяльнике — вполне возможно, что она не соответствует
температуре на термостате. Чаще всего расплавленный пластик начинает прилипать на поцарапанные насадки, поэтому их не следует чистить металлическими предметами. Насадку
можно почистить плотной бумагой или картоном, но обычно это не дает долгого эффекта. Если насадка начала активно загрязняться, то самым разумным выходом будет
приобретение новой.
Тем не менее, временно выйти из положения при слишком “липкой” насадке можно. Чтобы не испортить сварной шов и оставить насадку максимально чистой, во время снятия трубы
и фитинга с насадки их нужно немного прокрутить.
Можно ли гнуть полипропиленовые трубы? Гнуть их нельзя, ни при монтаже, ни после. Если существует необходимость изогнуть трубу во время монтажа – то следует использовать обводы или
комбинации из уголков. Справедливости ради стоит заметить, что слабое место у трубопровода на изгиб – это стык трубы и фитинга. Эта точка сопряжения обламывается при некотором
усилии на излом. Чтобы убедиться в этом, достаточно спаят пробную конструкцию из уголка и двух отрезков трубы по 50 см., и попробовать сломать эту “кочергу” руками.
Иногда случается потребность спаять узел с нестандартным углом. Напомню, что ПП уголки встпечаются только двух видов: 90 и 45 градусов, по крайней мере мне другие
не встречались. А что делать, если нужен поворот трубы иного градуса? Существует два известных мне метода:
При помощи двух уголков 45° можно сделать любой угол, изменяя угол поворота уголков относительно друг друга. Недостаток способа в том, что из-за нестандартного
поворота, соединение не будет в одной плоскости.
Второй способ – нарушать соосность трубы и фитинга на нескольких соединениях. Не стоит забывать, что прямолинейность в месте стыка трубы и фитинга не должна отклоняться
более, чем на 5°.
Как спаять полипропиленовые трубы если нет свободного хода? Существуют различные варианты, в зависимости от конкретной ситуации. Это и использование 2 паяльников,
и применение разъемных соединений, и прочее. Однако если монтаж выполняется не на “парадном” участке трубопровода, то самым простым решением будет выполнение обвода. В
самом простом воплощении можно обойтись 2 лишними углами 90 градусов. Весь смысл в том, что если мы не можем раздвинуть трубы по горизонтали, напаяв 2 уголка, мы можем
сварить их между собой по вертикали или в другой плоскости.
Как спаять трубы, если не держит кран? Категорически нельзя производить сварку, если в спаиваемом участке присутствует вода. Если по каким-либо причинам полностью перекрыть
воду не удаётся, нужно остановить её на время сварки. В интернете советуют затыкать трубу хлебным мякишем, но проблема в том, что мякиш тут же выдавливает вновь создающимся
давлением в трубе. Поэтому способ будет работать только тогда, когда есть возможность открыть для выхода воздуха участок до места спаивания. А когда трубы спаяны, мякиш легко
выскакивает при подаче давления.








Совет: если во время сварки было слышно шипение воды на насадке – узел лучше вырезать и переделать! Уж лучше потратить лишнее время при монтаже, чем исправлять и устранять
течь в будущем, с кучей вылезших проблем!
На этом фото видно, что у фильтра откручена заглушка и оттуда по тряпочке стекает лишняя вода. А в месте спаивания заткнут хлебный мякиш.
Благодаря открытому фильтру, у нас было чуть больше минуты, чтобы успеть совершить пайку, пока вода не выдавит мякиш.
Собственно на этом предлагаю закончить изложение информации. Планирую со временем расширить список распространённых вопросов о пайке полипропиленовых труб.
Оцените публикацию:
- Currently 3.86
Оценка: 3.9 (36 голосов)
Специфика сварки
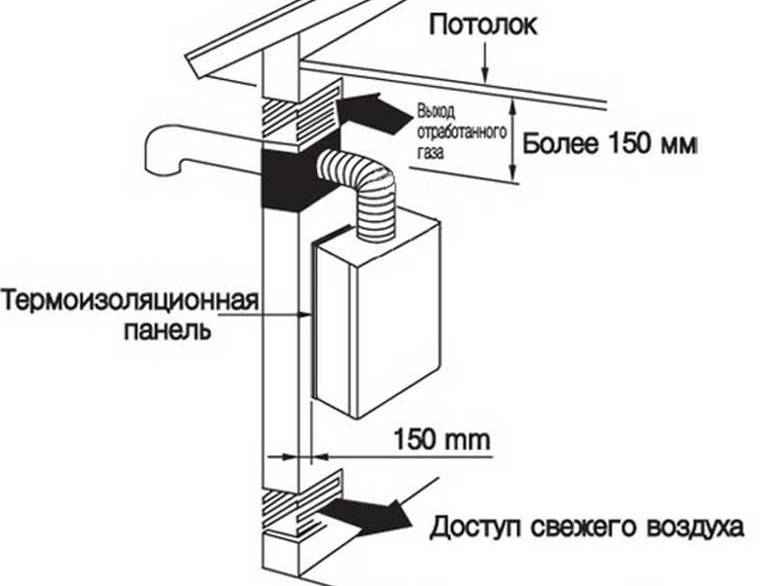
Возможность сварки полипропилена обусловлена его пластичностью при нагреве. Нагревая детали на определенную глубину и соединяя их, мы получаем герметичный шов в местах их соприкосновения. Для сварки используют сварочные аппараты. Они простые в использовании, не требуют особых навыков в работе. Их можно применять в жилом помещении, обеспечив его проветривание.
Полипропиленовые трубы подходят для водопровода, проложенного открытым способом. Они имеют красивый внешний вид, не искажают интерьер помещения. Для бытовых нужд применяют изделия диаметрами 20, 25, 32, 40 мм. В основном предназначены для прокачки холодной воды, вариант с армированными стенками подходит для горячего водоснабжения.
Маркируются они обозначением PN и цифрами, что указывает на сферу их эксплуатации.
Маркировка имеет следующий вид:
- PN10 подходят для прокачки воды температурой 45 0С под давлением 10 атм.
- PN16 используются в системах, где температура жидкости 60 0С и давление 16 атм. Это водопровод холодной воды.
- Трубы марки PN20 допускают пропуск жидкости под давлением 20 атм с температурой 95 0С. Это отопление и горячий водопровод, подогрев полов.
- PN25 — изделия, подвергаемые давлению 25 атм и температуре 95 0С. Применяются в системах подачи горячей воды и отопления, магистральных трубопроводах.
На месте поворота или разветвления полипропиленового трубопровода устанавливают фитинги, так как его невозможно изгибать.
Это:
- переходники;
- отводы, имеющие различные углы поворота;
- муфты с резьбой и без нее;
- крестовины, тройники, заглушки;
- краны, вентили, хомуты.
Выбирая фитинги нужно учитывать следующие характеристики – внутренний диаметр и толщину стенок. Значения должны совпадать с параметрами присоединяемых труб.
Нюансы пайки
Знать технологию присоединения автономных коммуникаций не достаточно. Для качественной установки нужно знать ряд особенностей прокладки и пайки жилищных веток. Как правильно паять пластиковые трубы? Чтобы обеспечить профессиональную сборку технологических строений необходимо помнить некоторые нюансы соединения:
- Для проведения паяльной сборки предусмотрено время разогрева. Это время составляет от 5 до 20 мин.
- Производство внутридомового жизнеобеспечения следует проводить при температуре выше нуля.
- После спайки концов требуется не допускать их прокручивание или перемещение, достаточно плавно исключить перекосы. Необходимо дать им остыть. Прокручивание спайного шва может в будущем дать течь. Для остывания требуется столько же времени, что для ее пайки.
- Необходимая мощность паяльного инструмента – 1200 Вт.
- Домашние паяльники предназначены для пайки разводок диаметром до 32 см. Если понадобиться сборка изделий большого диаметра, то приобретаем профессиональное устройство для спаивания.
- Между краем трубопровода и внутренней резьбой фитинга не должно быть зазоров. Зазоры могут дать протечки при высоком давлении воды. Чрезмерное усилие при сжимании элементов может привести к уменьшению просвета в полости и ухудшить работу всей конструкции.
- Удалять остатки материала с насадок следует после каждой произведенной паки. Так как насадки имеют специальное покрытие, убирать нагар следует деревянным приспособлением, чтобы не повредить целостность поверхности. Царапины на поверхности насадки ухудшат технологические характеристики прибора и приведут его в негодность для дальнейшей эксплуатации.
Как паять полипропиленовые трубы
Рассмотрим процесс на примере создания водопровода в квартире.
Важно: убедитесь, что свариваемые элементы имеют одинаковую температуру и геометрию! Нарушение правильности окружности, неравномерный нагрев фрагментов приведут к плохому качеству спайки.
Для этого используются изделия с номинальными диаметрами 20…63 мм, так что достаточно будет ручного инструмента:
- аппарата для сварки вручную полипропиленовых труб с тефлоновыми насадками 14…63 мм;
ручной фаскосниматель (принципы работы с ним показаны в видео);
для армированных труб (РР25) потребуется также шейвер для зачистки наружного слоя;
- резак любого подходящего типа;
- рулетка и маркер для разметки;
- обезжиривающий состав для обработки свариваемых поверхностей (ацетон, этиловый или изопропиловый спирт, хлорэтилен, трихлорэтан);
- жесткая брезентовая ветошь для очистки нагревательных элементов.
Как выполняется сварка и подготовка полипропиленовых труб:
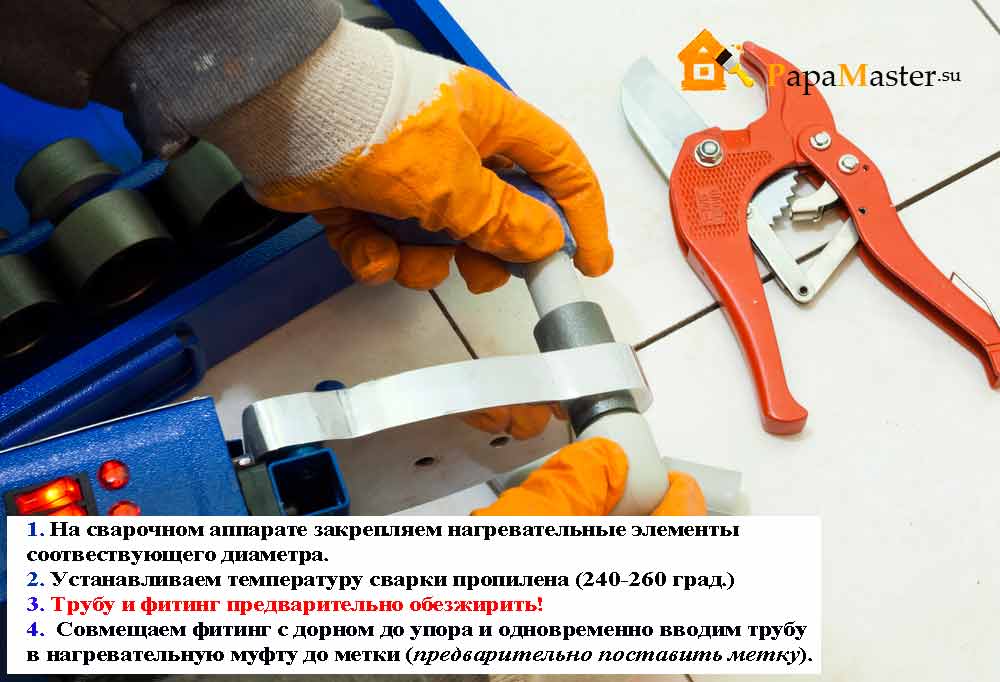
устанавливается сварочный аппарат, подбираются нагревательные насадки. Перед использованием их обязательно протирают для удаления остатков предыдущей пайки, обезжиривают, как и сами детали коммуникаций;
размечаются участки трубопровода для пайки, обрезаются до нужной длины;
снимают фаску с трубы;
обозначают ширину сварочного пояса – участка, который будет входить в фитинг
Важно – необходимо загнать трубу в посадочное отверстие фитинга до упора. В противном случае между соединяемыми трубами остается зазор, плохо влияющий на дальнейшую эксплуатацию трубопровода
Если необходимо соединить детали в определенном положении (например, для получения прямого угла между двумя уже частично собранными участками), также ставятся метки для правильного сопряжения;
для армированных труб удаляют верхний слой ровно на ширину сварочного пояса;
включают аппарат для нагрева. В зависимости от температуры в помещении, для этого потребуется 10…15 мину (поэтому можно вначале включить паяльник, а потом выполнять пункты 2…5). Температуру сварки выставляют 260 градусов, дожидаются включения зеленого индикатора паяльника – это означает, что оптимальный нагрев достигнут;
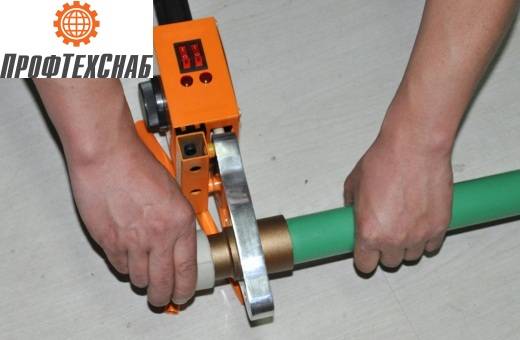
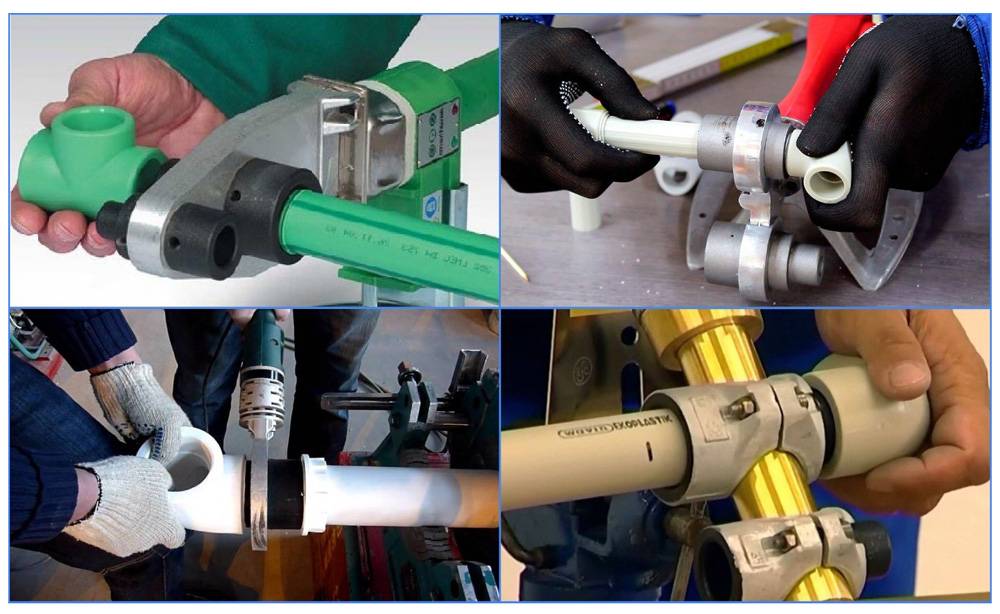
устанавливают трубу и фитинг на нагретые насадки. Длительность нагрева выбирается согласно диаметру изделия и толщине стенки;
нагретые детали плавным движение ОДНОВРЕМЕННО снимают с насадок и соединяют. Необходимо вдвигать трубу в фитинг без прокручивания и резких толчков;
выдерживают необходимое время первичной спайки и оставляют соединенные элементы до полного остывания (2…15 минут).
Важно: при нагреве полипропиленовые трубы выделяют токсины! Необходимо обеспечить качественную вентиляцию помещения, не направляя при этом воздушный поток непосредственно на область нагрева – детали могут разогреваться неравномерно.
На рисунке 4 показано, как в разрезе выглядят фрагменты трубопровода после пайки полипропиленовых труб небольшого диаметра своими руками – видимые швы или неоднородность материала отсутствуют.
Какие агрегаты и материалы потребуются?
Для пайки труб пвх необходимо иметь:
Устройство для нагрева деталей. Как правило, его называют «утюгом» или «паяльником». Обязательно стоит располагать набором насадок, они обязательно потребуются.
Прибор для разрезания труб, «резак»







Перед началом монтажа крайне важно удостовериться в том, что нож идеально наточен. Если фактическое положение дел отличается от описанного — то резак необходимо наточить или заменить, иначе в процессе сборки будет совершено немало ошибок.
Ветошь (не волокнистая) и спирт или любое другое обезжиривающее вещество
Детали и насадки на момент начала нагрева должны быть идеально чистыми. Интересно знать, что все перечисленные способы актуальны и для монтажа труб которые проводят газ.
Измерительные и разметочные приборы. В качестве первого отлично подойдет самая простая рулетка любого удобного размера, в качестве второго — карандаш или маркер.
В тех случаях, когда речь идёт о соединении компонентов, диаметр которых превышает 50 мм, необходимо обзавестись центровочным прибором.
Острый нож для удаления фасок. Оптимальным решением станет приобретение фаскоснимателя.
Проверка герметичности труб
После того как Вы закончили с монтажом труб, обязательно выполните проверку герметичности системы. Если где-то на стыке появилась течь, её необходимо немедленно устранить. Не пытайтесь устранять протечку с помощью эпоксидной смолы, холодной сварки и других «популярных» в народе мер. НЕ ПОМОЖЕТ! Лучше сразу же слить воду, просушить стык и перепаять заново. Обойдется гораздо дешевле. Если проверка показала норму, можно смело приступать к эксплуатации системы, с твердой уверенностью, что от одной проблемы Вы избавлены на долгие годы.
Конечно, если Вы не уверены в собственных силах или не хотите этим заниматься, смело обращайтесь к специалистам или в специализированные фирмы. Сама технология работы с полипропиленовыми трубами, конечно, проста, но требует учета довольно многих нюансов при работе с этим замечательным материалом. Профессионалы выполнят подобную работу быстро и на высоком уровне качества и надежности. К тому же, многие специализированные фирмы предоставляют гарантии на выполненные работы сроком до года.
И в заключение, хотелось бы отметить, что полипропиленовые трубы прочно вошли в нашу жизнь. Благодаря их надежной, неприхотливой и продолжительной службе, качество нашей жизни, безусловно, повысилось.
Меняйте «презренный металл» на пластик и будет ВАМ СЧАСТЬЕ!
Температурные нормы
Сварка полипропиленовых труб, как уже было указано, должна выполняться по существующим правилам. Все нужно выполнять не спеша и правильно. Все это относиться и к температуре
При обустройстве трубопровода очень важно, чтобы была выдержана не только температура сварки полипропиленовых труб, но и время
К каждому сварочнику прилагается инструкция, где есть все необходимые нормы времени и температуры для изделий из разных материалов. Нарушение этих рекомендаций приведет к уменьшения внутреннего диаметра и сниженной циркуляции воды в системе.
Так же начинающим специалисты говорят, что важно не только просто выбрать температуру в 265 градусов
При работе следует обратить внимание на следующие дополнительные нюансы:
- Диаметр, который имеет трубная система.
- Температуру окружения.
- Длительность прогрева.
Температуре наружного воздуха уделяют особое внимание. При монтажных действиях не избежать небольших перерывов, которые образуются при снятии прогретых деталей и их муфтовой состыковки
Чтобы избежать эффекта быстрого остывания при низкой температуре, конструкцию из полипропилена прогревают немного дольше. Рекомендуемый временной промежуток при этом составляет приблизительно три секунды. Но, в каждом случае это решается индивидуально.
Решая вопрос температурных норм, необходимо принять во внимание диаметры скрепляемых частей. Это так же влияет на продолжительность и градус прогрева
Инструменты и материалы, необходимые для сборки системы
Перед тем как паять , необходимо подготовить инструменты и комплектующие, которые пригодятся при работах. Список нужных вещей такой:
- Специальный паяльник для пластиковых труб – стоит заметить, что стоимость хорошего паяльника весьма высока, поэтому лучше рассмотреть вариант взятия у кого-нибудь на прокат;
- Ножовка или болгарка – для демонтажа старых коммуникаций;
- Ножницы для резки пластика. Ножовку для этой цели лучше не использовать, так как понадобится тратить дополнительное время на шлифовку концов заготовок;
- Дрель или перфоратор – для крепления системы к стене;
- Штроборез – если проводка коммуникаций планируется скрытая;
- Строительный уровень;
- Маркер для разметки;
- Рулетка;
- Фитинги разного предназначения.
Инструменты и материалы, необходимые для сборки системы
Помимо стандартного арсенала, без которого не обходится большинство ремонтных работ (перфоратор, рулетка, уровень и т.д.), понадобится кое-какой специальный инструмент:
Нагреватель
Более известен под названием паяльника или утюга. В качественном исполнении стоит довольно дорого, поэтому для разовых работ его лучше брать в прокат.

При этом важно учитывать следующие нюансы:
На тефлоновом покрытии насадок не должно быть потертостей и других следов износа
В противном случае пластик при нагреве будет прилипать, и соединение получится некачественным.
Если прибор не имеет терморегулятора, важно уточнить температуру его нагрева. Для пайки полипропилена потребуется температура в 260 градусов, для полиэтилена – только 205 — 230 градусов.
Если в монтируемой системе будут использоваться трубы различных диаметров, лучше приобрести паяльник с несколькими посадочными местами для насадок.
Иначе насадки придется каждый раз менять, а сделать это не так-то просто: нужно ждать, пока деталь остынет.
Труборез
Конечно, мягкий пластик легко можно отпилить и обычной ножовкой, но после этого придется потратить какое-то время на выравнивание торца и зачистку его от заусениц. С труборезом работа идет быстрее и качественнее.










Шабер
 Необходимость в применении данного инструмента возникает при пайке ПП-труб с армированием из фольги.
Необходимость в применении данного инструмента возникает при пайке ПП-труб с армированием из фольги.
Последней в зоне сварки быть не должно, иначе соединение впоследствии даст течь.
Вот для ее зачистки и применяют шабер.
За его отсутствием пользуются обычным ножом, но такой способ нерационален.
Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.
Как паять – описание технологии процесса для начинающих
Для горячего аппарата рекомендуют обустроить подставку, потому, что руки начинающего мастера должны быть свободными. Иначе сварить конструкцию будет невозможно.
На регуляторе выставляют температуру в +260 градусов по Цельсию. Этот показатель называют оптимальным для плавления полипропиленовых изделий. Так же он безопасен для тефлонового покрытия насадок. Регулятор на устройстве может отсутствовать.
Это совсем не означает, что такой сварочный агрегат не пригоден для того, чтобы хорошо соединить пластик. Это бывает по той причине, что другая температура для прогрева пластиковых материалов, кроме указанной нормы не используется. Поэтому делать большой акцент на этом вопросе не стоит.
После этого начинают производить своими руками саму пайку. Фитинг и труба одновременно одевается на насадки. Вставлять заготовку и фитинговый элемент необходимо с заметным усилием. Это продиктовано тем, что каждая насадка на нагревательном устройстве производится в форме конуса с уклоном в пять градусов.
Номинальному показателю соответствует только внутренний диаметр поверхности. Трубную заготовку нужно вставлять до упора, но ее нельзя придавливать далее. Сильное продавливание в данной ситуации может закончиться образованием внутреннего утолщения.
Самостоятельная сварка полипропиленовых труб подразумевает быстрое скрепление подогретых деталей из полипропилена
Так же важно помнить, что проворачивать или сдвигать созданную конструкцию нельзя до полного остывания
Для того чтобы поправить небольшой изъян, будет только несколько секунд. Любые подвижки после могут пагубно отразиться на герметичности созданного узла.