Область применения
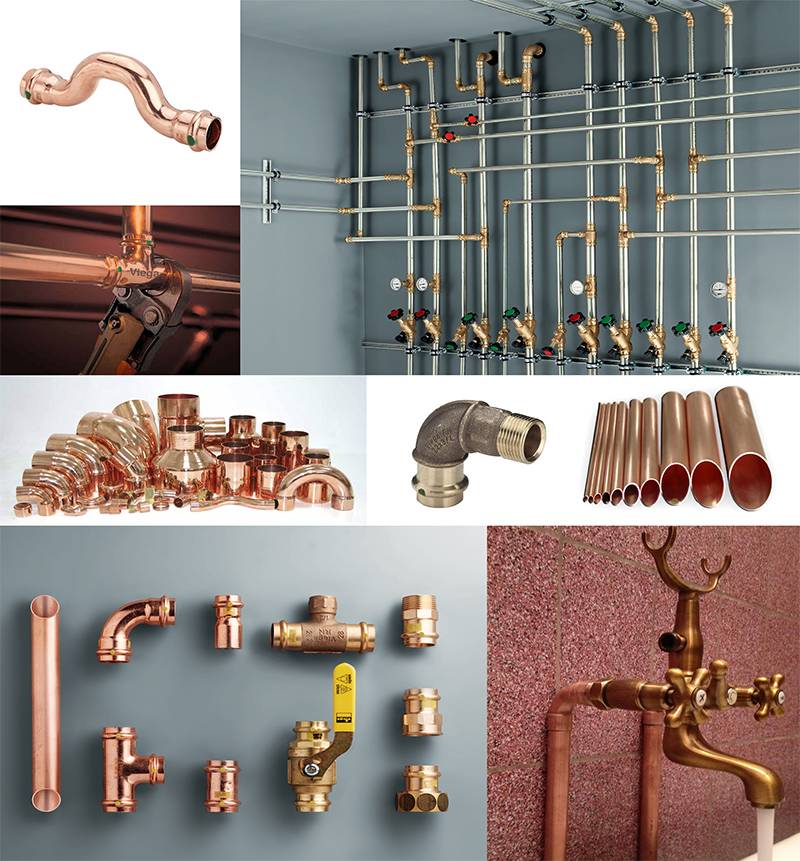
Сфера применения медной арматуры крайне широка. Прежде всего, это привычные всем системы холодного и горячего водоснабжения и водоотведения, газопроводы, сантехника и отопление, в том числе конвекторного типа и системы «тёплый пол». Кроме того трубы из меди активно используются в системах кондиционирования, теплообменниках газовых водонагревателей, охлаждающих контурах холодильников, топливных установках различного назначения (в автомобиле- , самолётов- и кораблестроении).

Эстетическая привлекательность медного трубопровода позволяет не прятать коммуникации внутри стен или за панелями. В свете этого медные трубки часто применяются в качестве кожуха для прокладки электропроводки, выполняя одновременно и роль изолятора и элемента декора.
Особенности отопления из медных труб
Для создания отопительных систем применяются трубы из меди исключительно круглого сечения. Хотя производители еще изготавливают прокат с прямоугольным и квадратным профилем. Изделия также выпускаются в толстостенном и тонкостенном исполнении.
Первый вариант трубной продукции производится с толщиной стенки от 0,8 мм до 10 мм при помощи сварки и бесшовного метода. У второго этот параметр равен 0,15-0,7 мм. При установке отопления медными трубами в основном применяется прокат, диаметр которого составляет минимум 3/8 дюйма. Независимо от размеров изделий системы отопления из меди имеют плюсы и минусы.
Преимущества
Медные элементы теплового контура здания эффективно обогревают строения с минимальными энергетическими затратами. Именно материал обеспечивает отопительным сетям существенные преимущества:
- Большой срок службы, превышающий 50 лет.
- Длительные временные периоды эксплуатации без ремонта и технического обслуживания.
- Высокая коррозионная устойчивость, потому что стенки трубопроводов не способны пропускать воздух.
- Способность выдерживать давление минимум в 30 атм.
- Устойчивость перед ультрафиолетом.
- Отсутствие взаимодействия с химическими элементами, в централизованной отопительной сети. При перемещении теплоносителя, в составе которого хлор. На внутренних медных поверхностях образуется тонкая защитная пленка, увеличивающая эксплуатацию.
- Минимальная вероятность накоплений отложений внутри трубопровода, так как его стенки не имеют явной шероховатости. Эта особенность также влияет на снижение гидравлического давления. Поэтому для создания теплового контура применяются трубопрокат меньшего диаметра и используются менее мощные насосные агрегаты.
- Не надо выполнять монтаж компенсаторов из-за небольшого коэффициента теплового расширения. Метровый отрезок трубопровода удлинится на 1 мм при увеличении температуры с 20⁰C до 90⁰C.
- Высокая степень экологической чистоты.
- Прекрасные антибактериальные свойства.
- Привлекательная внешняя поверхность, позволяющая использовать системы из медных труб в качестве дизайнерских элементов интерьеров.
- Небольшая масса благодаря минимальной толщине стенок медных труб. Метровый отрезок изделия диаметром 20 мм весит не более 0,6 кг. Небольшая толщина стенок повлияла также на увеличение внутреннего сечения. Оно больше по сравнению с аналогичными изделиями из других материалов.
Когда система создана из пластичных труб, то она способна выдерживать 6-кратное размораживание. Если же при ее монтаже использовались жесткие изделия, тогда сеть перенесет 3 цикла замерзания и оттаивания.
Высокая теплопроводность металла позволяет устанавливать меньшее количество радиаторов, если монтаж трубопроводов выполняется открытым способом.
Монтаж отопления
Пластичность меди способствует снижению количества фитингов, потому что прокат можно согнуть на требуемый угол руками при использовании специального инструмента.
Недостатки
Система отопления из медных трубопроводов также имеет целый ряд недостатков:
- Вероятность появления коррозии на внешней поверхности.
- При монтаже в стенах и в других конструкциях требуется применять теплоизоляционные материалы, чтобы снизить потери тепла.
- На стенки трубопроводов могут негативно воздействовать блуждающие токи из-за высокой электропроводности материала.
- Большая вероятность образования электрохимической коррозии, если медный прокат соединяется с трубами из других материалов.
- Сложность монтажных работ особенно при использовании пайки.
Коррозия медиТеплоизоляция трубопровода
К трубопроводам из меди нужно бережно относиться и обеспечить для них защиту от механических воздействий. В противном случае изделия потеряют свою форму, потому что металл представляет собой мягкий материал.
Сферы применения труб, преимущества pp-r/al труб от производителя SLT AQUA
Полипропиленовые трубы с алюминием могут быть применены в абсолютно любом трубопроводе, но, само по себе, это будет выглядеть экономически неэффективно. Система отопления, выполненная из этих труб, будет вести себя стабильно независимо от температуры теплоносителя. То же самое будет и с технологическим трубопроводом или системой ГВС.
Они не будут провисать, не будут извиваться змеей т.е. будут выглядеть так же, как и в момент монтажа. Но применять армированные трубы с алюминием следует там, где это предполагается главным их преимуществом – стойкости к удлинению, то есть в условиях повышенных температурных значений.
Давайте же еще раз перечислим все основные особенности системы pp-r/al марки SLT AQUA:
- Минимальное линейное удлинение (0.04 мм/(м °С);
- Сварка без использования зачистных устройств;
- Ускоренный монтаж (в сравнении с классическими трубами, армируемыми алюминием в верхнем слое);
- Меньшее кол-во опор для фиксации трубы.
Правила монтажа латунных труб
Монтаж труб, изготовленных из латуни, можно выполнять двумя способами:
- сваркой;
- резьбовыми фитингами.
Сварка латунных труб
Соединение может осуществляться:
газовой сваркой с использованием ацетиленокислорода. Сварка может быть выполнена встык или с применением фитингов;

Сварка ацетиленокислодом с использованием фитингов
электродуговой сваркой с вольфрамовыми электродами;

Сварка труб встык с применением электродов
пайкой с применением твердых припоев, изготовленных из серебра или сплава меди и цинка, а также фитингов различной формы.
Соединение труб методом пайки
Технология соединения сваркой одинакова, независимо от метода и выполняется в следующей последовательности:
- подготовка. На данном этапе выполняется резка труб, зачистка от заусенцев и очистка от грязи и иных видов аналогичных отложений;
- разогрев и непосредственное соединение;
- остывание, в течение которого трубы должны оставаться в неподвижном состоянии.
Для соединения сваркой требуется наличие специального оборудования и минимальных навыков работы с ним.
Как выполняется пайка латунных труб, смотрите на видео.
https://youtube.com/watch?v=qTDDAng7shE
Соединение резьбовыми фитингами
Наиболее простым способом сборки латунных труб является обустройство резьбового соединения, для которого требуются резьбовые фитинги. Как правило, соединительные элементы также изготавливаются из латуни, но в некоторых ситуациях, например, при строительстве водопроводной системы на даче с минимальным расходом воды и минимальным уровнем давления можно использовать и ПНД фитинги.







Резьбовые фитинги из латуни
Технология монтажа следующая:
- подготовительные этап: нарезка в соответствии со схемой трубопроводной системы, очистка от грязи, пыли и иных отложений, зачистка от заусенцев;
- нарезка резьбы. Работа выполняется с помощью метчиков (для внутренней резьбы) и плашек (для внешней резьбы). Размер используемых инструментов должен соответствовать размерам резьбы, нанесенной на соединительный фитинг;

Подготовка к монтажу резьбовыми фитингами
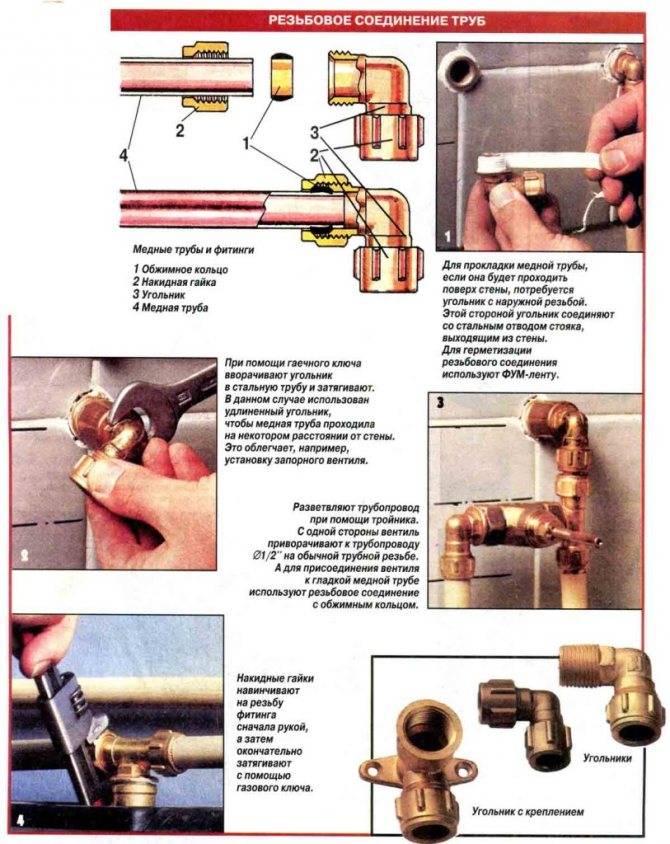
- герметизация соединения. Для систем водоснабжения и отопления, например в качестве изоляционных материалов, можно применять ФУМ-ленту, льняную нить или нить Тангит Унилок;

Изоляция резьбы нитью Тангит Унилок
- соединение элементов. Затяжка резьбы.
Правильно подобранные и смонтированные латунные трубы могут прослужить более 50 лет. Если выполнять монтаж своими силами не получается, то можно воспользоваться помощью специалистов.
Ограничения при использовании медных труб
Для меди существуют следующие эксплуатационные ограничения, обусловленные свойствами металла:
- Мягкость, обеспечивающая пластичность труб и удобство их монтажа, налагает ограничение на допустимые скорости водяного потока. Для длительной службы системы водоснабжения оптимальны значения до 2 м/с.
- Из-за мягкости меди к чистоте воды предъявляют следующие требования – в ней не должно быть механических загрязнений, что достигается установкой на вводе соответствующих фильтров. Взвешенные частицы способны вызвать эрозию (вымывание материала стенок трубы) за счет механического воздействия.
- Поверхность меди покрыта оксидной пленкой, возникающей естественным путем и являющейся защитным слоем. Хлор, присутствующий в воде, преобразует эту пленку в настоящую патину, которая обеспечивает трубе еще более высокую защиту. Это происходит только при общей жесткости водяного потока 1,42–3,1 мг/л с рН в пределах 6,0–9,0. В противном случае патина будет разрушаться, а это приведет к непрерывному ее восстановлению за счет расходования меди, что может существенно уменьшить срок эксплуатации трубопровода.
- В питьевом водоснабжении для соединения труб не допустимо использование свинцовых припоев (свинец является токсичным веществом).
- При монтаже медного трубопровода требуется проводить все операции так, чтобы не уменьшить срок службы системы с расчетных 50 лет. При сгибании труб не допустимы их заломы, так как это будет нарушать ламинарность потока воды. Нельзя допускать перекручивания трубы. В случае замятия правку проводят не более 1 раза.
- Заусенцы и образовавшийся после пайки грат подлежат удалению, так как способствуют возникновению турбулентных завихрений водяного потока с сопутствующей эрозией, что приведет к уменьшению срока службы медного трубопровода.
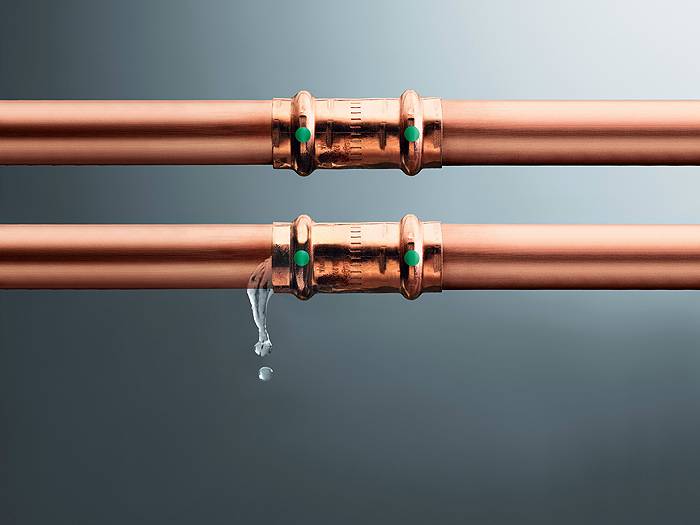
- Перегрев при пайке, особенно сильный, может привести к получению негерметичного соединения или потере прочности меди, вплоть до порыва.
- Флюс, используемый при пайке, должен быть обязательно удален промывкой, так как является агрессивным веществом и может способствовать коррозии трубы.
- Запрещено монтирование после медных труб по направлению водяного потока элементов из алюминия, цинка, стали для предотвращения коррозии последних. При несоблюдении этого условия требуется применение пассивных анодов (из магния, например).
- Переход с медной на трубу из других металлов рекомендуется осуществлять через латунные, бронзовые или из нержавеющей стали фитинги во избежание быстротечной коррозии последних.
Несмотря на существующие ограничения по применению, на сегодняшний день медные трубы считаются наилучшим материалом для обустройства водопроводных систем.
Советы по монтажу и ремонту труб из меди
- Т.к. медь восприимчива к механическому воздействию, прокладывать медные коммуникации следует в местах, максимально защищённых от случайного повреждения, или же предусмотреть установку защитного короба.
- При прокладке медных коммуникаций внутри стен, следует выбирать трубы в полимерной оболочке. Она предотвратит разрушение металла.
- Для соединения лучше использовать медные, латунные или бронзовые фитинги. Другие материалы станут причиной электрохимической коррозии.
- Стыковку труб можно производить и без использования переходных фитингов. Для этого применяют специальный трубный расширитель, с помощью которого один участок трубы расширяется до нужного диаметра. Затем в неё вставляется другая труба и осуществляется пайка.
- В случае прорыва медного трубопровода, как временное решение для устранения течи используются стяжные муфты.
Характеристика меди
Важное свойство — это ее универсальность. Для всех видов инженерных коммуникаций применяются трубы из меди — в снабжении питьевой водой, топливом в холодильных системах, жидким и газообразным газом в системах кондиционирования и отопления
Благодаря широкому ассортименту фитингов и труб есть возможность проектировки и монтажа систем водоснабжения и иных видов разводок для каждого объекта со своими особенностями.
Факт надежности подтверждается тем, что их в большей мере применяют в теплообменниках газовых водонагревателей, в гидравлике самолетов и тормозных автомобильных системах. Медь – металл, который почти целиком перерабатывают для повторного производства.
Долговечность
Меди присущ долгий срок службы. В течение всего времени использования сохраняется первоначальная прочность. Медные трубки вместе с фитингами будут служить столько, сколько стоит здание.
Высокая эффективность
Медь – материал, обладающий высшей степенью экономичности. Если сравнивать расходы по обслуживанию с другими материалами, то медные установки составляют достойную конкуренцию. Цены не настолько высоки, но при этом потребитель получает высокий показатель эффективности от монтажа медных труб.
Свойства
Металл легко паяется и сваривается. Физические свойства, как пластичность и твердость, не теряются при длительной эксплуатации.
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Пайка крупных деталей
Схема капиллярной пайки меди.
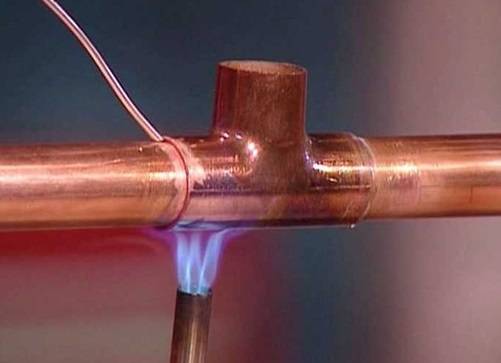
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.









Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
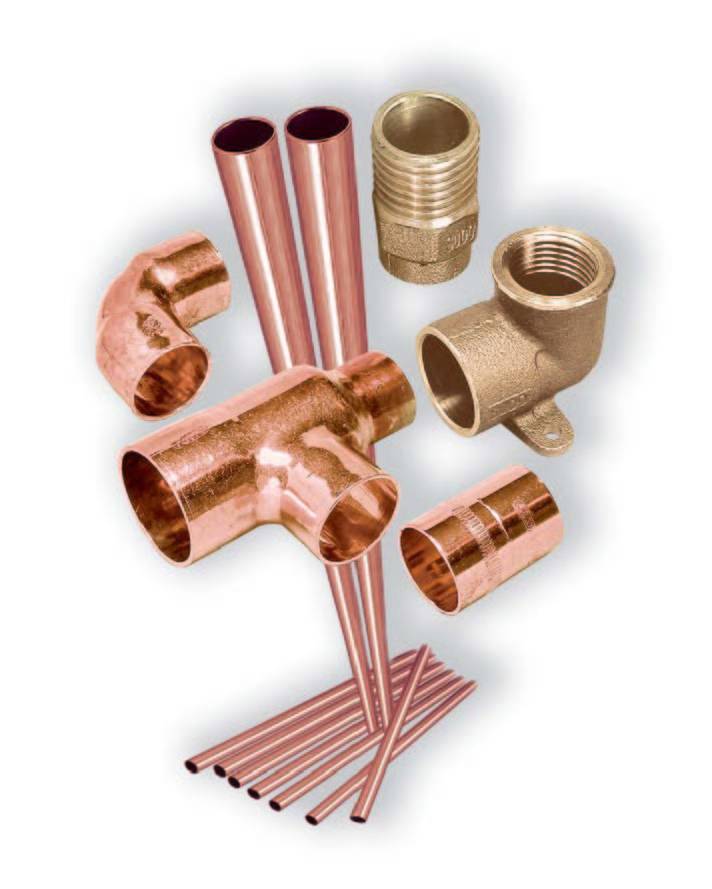
Виды медных труб
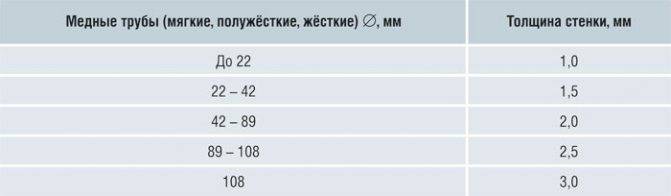
Диаметры медных труб В сортаменте медных труб имеется около 130 видов наименований, которые отличаются по форме, способу производства, внутреннему и внешнему диаметру. Размеры указаны в дюймах и миллиметрах.
Размеры зависят от способа изготовления. Круглые изделия имеют диаметр от 3 до 350 мм. Толщина стенки может варьироваться от 0,8 до 10 мм.
Сварные изделия имеют меньшие размеры – от 30 до 280 мм. Толщина стенок в сварных и прямоугольных трубах может быть больше – от 5 до 30 мм.
В продажу поступают медные отрезки диаметром до 18 мм длиной до 10 м. более крупный диаметр продается отрезками от 1,5 до 6 м.
Медная труба: диаметр 15
Наиболее популярная, долговечная и относительно недорогая труба медная, диаметр 15 мм – 20 мм ( или ½ и ¾) применяется в Европе и РФ в качестве основы для теплообменных сетей следующих замкнутых систем:
|

- Автономное отопление;
- Холодильная установка;
- Солнечная батарея;
- Сплит-система.
Другой распространенный размер, при обозначении которого используется труба медная 5/8, диаметр в мм равен 16. Кроме того, существуют общие понятия, такие как условный проход и толщина стенки
Условный проход важно знать при покупке фитингов, стыкующих отдельные отрезки трубопровода (также измеряется в мм и дюймах). Возможно вы так же захотите купить трубу квадратную нержавейку
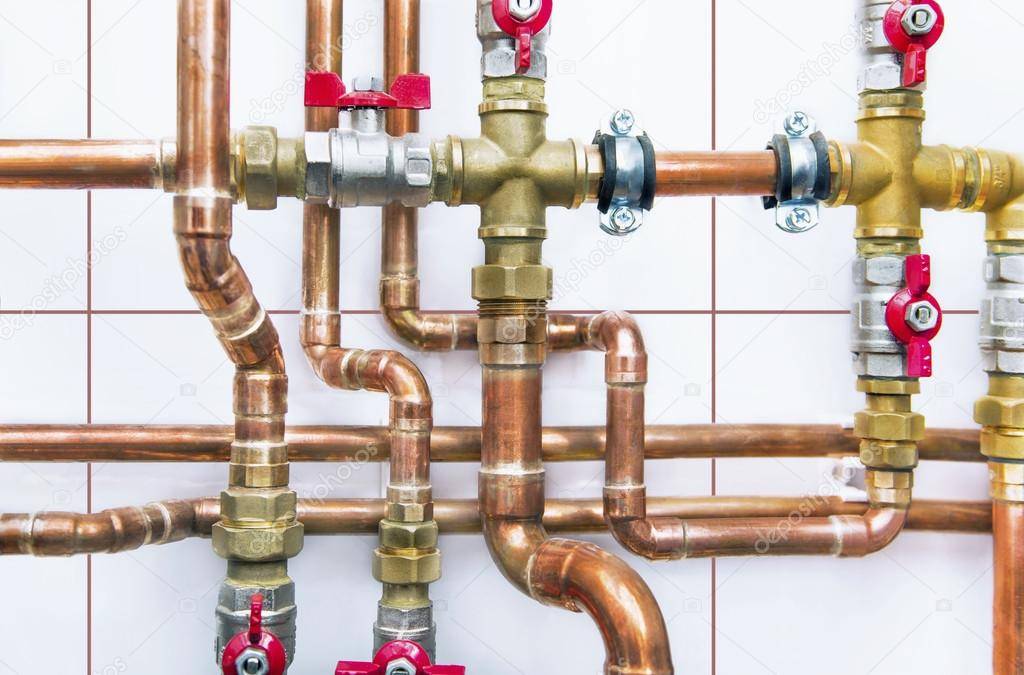
Виды изделий
При устройстве водопроводной системы из труб ПНД 32 мм понадобятся соединительные элементы различного назначения и конфигурации. Любой трубопровод никогда не состоит из одного прямого участка.
В нем есть повороты, разветвления, отводы, заглушенные концы.
Фитинги латунные для труб ПНД 32 мм (а также для линий другого диаметра), используются следующих видов:
- отводы – эти элементы предназначены для изменения направления прохождения трубопровода на угол от 45 до 120º;
- тройники – позволяют создать отдельную ветку на основной магистрали под углом в 90 градусов;
- крестовина – соединяет четыре отрезка по двум взаимно перпендикулярным направлениям;
- муфта – соединяет два отрезка трубы одинакового диаметра, которые проложены по одной прямой;
- переходная муфта – позволяет надежно соединить две участка с разными диаметрами, лежащими на одной прямой;

Латунные фитинги разных видов (тройники, отводы, прямые)
- заглушки (колпаки, пробки) – позволяют герметически закупорить свободный конец трубы;
- штуцер – соединительный элемент для подключения к основному трубопроводу (источнику воды) или емкости, в которой она находится;
- ниппель – специализированная трубка с наружной резьбой на обоих концах, которая позволяет сделать соединение с трубой или штуцером.
Система, состоящая из труб ПНД 32 мм, может быть смонтирована при помощи полиэтиленовых фитингов. И многие строители так и делают, аргументируя такие действие низкой себестоимостью материалов. Но для ПНД труб 32 мм, предпочтительнее использовать соединители, которые сделаны из латуни.








Одной из причин, почему стоит заплатить несколько дороже, являются прочностные характеристики материалов и возможность многократного использования.
Латунные фитинги могут обеспечить герметическое соединение ПНД трубы, диаметром 32 мм и толщиной стенок 2,4 мм, с гарантированным отсутствием протечек.
Это обусловлено тем, что обжимное кольцо (оно также сделано из латуни) имеет на внутренней поверхности подобие резьбы, которая при закручивании гайки вдавливается в структуру полиэтилена. Таким образом, когда при внешнем физическом воздействии происходит растяжение (деформация) трубы, соединение не будет нарушено.
Этапы монтажа
Прежде чем приступить к процессу сборки трубопровода необходимо сделать следующее:
- Нарезать трубы ПНД 32 отрезками в соответствии с требуемой длиной по отдельным участкам.
- Заготовить латунные фитинги необходимого типа (конфигурации) для соединения отдельных отрезков.
- Проверить соответствие общему плану, разложив отдельные элементы трубопровода в необходимой последовательности, на месте его прохождения.
Убедившись, что все на своих местах, можно приступать к сборке. Принцип соединения труб латунным фитингом одинаков для всех его конфигураций:

Пошаговый монтаж латунных фитингов на ПНД трубу
- необходимо зачистить концы труб, после того как они были разрезаны труборезом или ножовкой для металла;
- нанести метку, которая показывает, что труба вошла в фитинг до упора;
- смазать конец трубы для более легкого вхождения в фитинг;
- отвинтить накидную гайку фитинга на 3-4 оборота;
- вставить трубу (в соответствии с меткой);
- затянуть гайку.

Последовательность применения деталей при монтаже латунного фитинга
Для того чтобы быть уверенным в будущей герметичности соединения при монтаже каждого отдельного элемента трубопровода специалисты рекомендуют отвинчивать накидную гайку полностью. Это связано с тем что, проведя практически полную разборку соединяющего узла, можно будет убедиться в двух важных обстоятельствах:
- все внутренние детали фитинга на своих местах и находятся в рабочем состоянии (особого внимания требует резиновое кольцо);
- при последующей окончательной сборке, есть возможность визуально проконтролировать правильность положения всех колец (обжимного, внутреннего, резинового).
Особенности и размеры медных коммуникаций
Коммуникации из цветного металла имеют конструкцию, которая мало чем отличается от конструкции изделий из пластика или стали.
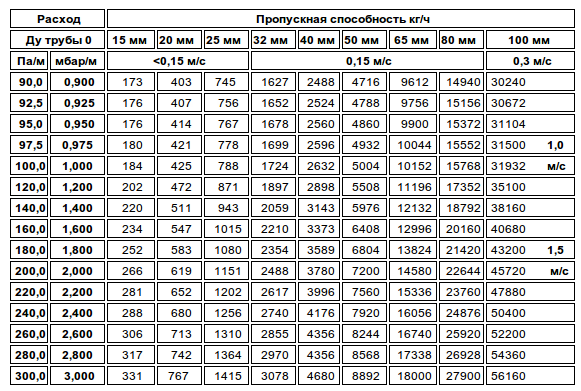
Сравнение диаметра труб и их пропускной способности
Но медные трубы и фитинги для водопровода обладают некоторыми особенностями, которые характерны исключительно для них:
- Пластичность материала сохраняется даже в среде низких температур. Это даёт возможность прокладывать водопровод не только внутри, а и снаружи архитектурных строений;
- Медное изделие имеет оптимальное значение коэффициента температурного расширения (0,0166 мм/мК). Оно отличается от характеристики пластиковых сообщений. Если происходят колебания температур в пределах 50 градусов, то геометрия медной трубы изменится всего на 0,83 мм. У пластикового изделия эти изменения могут достигать 7,5 мм;
- Так как показатель коррозии у меди низкий (не более 1 мкм в год), то толщина и геометрические размеры коммуникаций проектируются по параметрам прочности;
- При осуществлении пайки соединений нужно строго следить за температурой. Если изделие перегреется, то возможно снижение его прочности или разрыв в месте соединения.
Трубы из медного материала бывают различных размеров. Наиболее распространённые диаметры, которые используются для создания водопроводов и канализации в квартирах, бывают следующими (в мм): 6, 8, 10, 12, 15, 18, 22, 28, 35. Перед покупкой конкретного изделия следует проконсультироваться со специалистом.
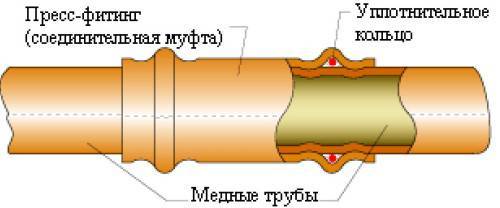
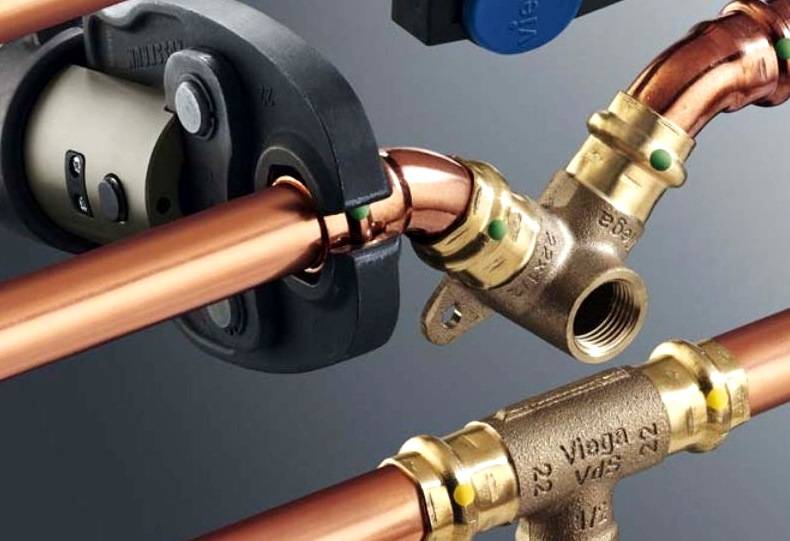
Пример устройства резьбовых фитингов для медных труб
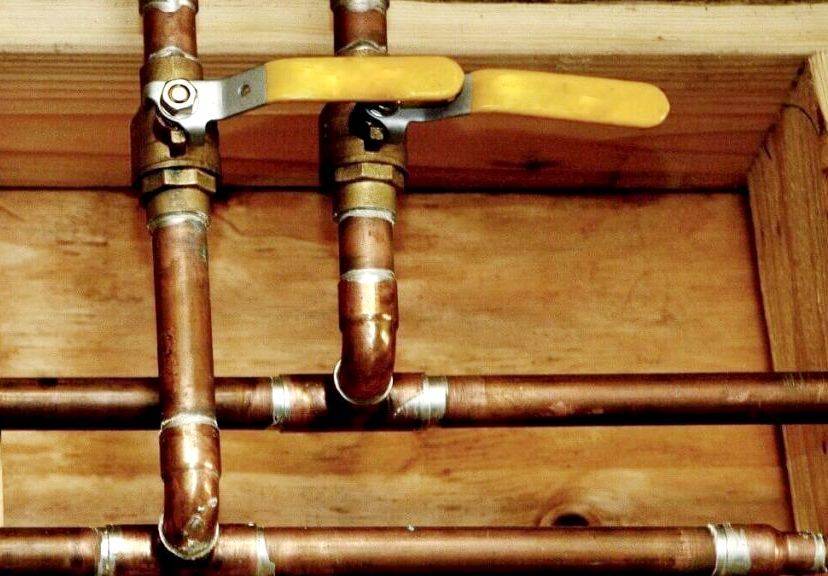
Монтаж отопления из медных труб и фитингов
С монтажом медных изделий связан ряд трудностей, но все они так или иначе связаны с отсутствием опыта у мастера. Как правило, после некоторой тренировки можно научиться качественной пайке медных труб, которая позволит качественно соединять их друг с другом и подключать к фитингам для последующей сборки в цельную систему.

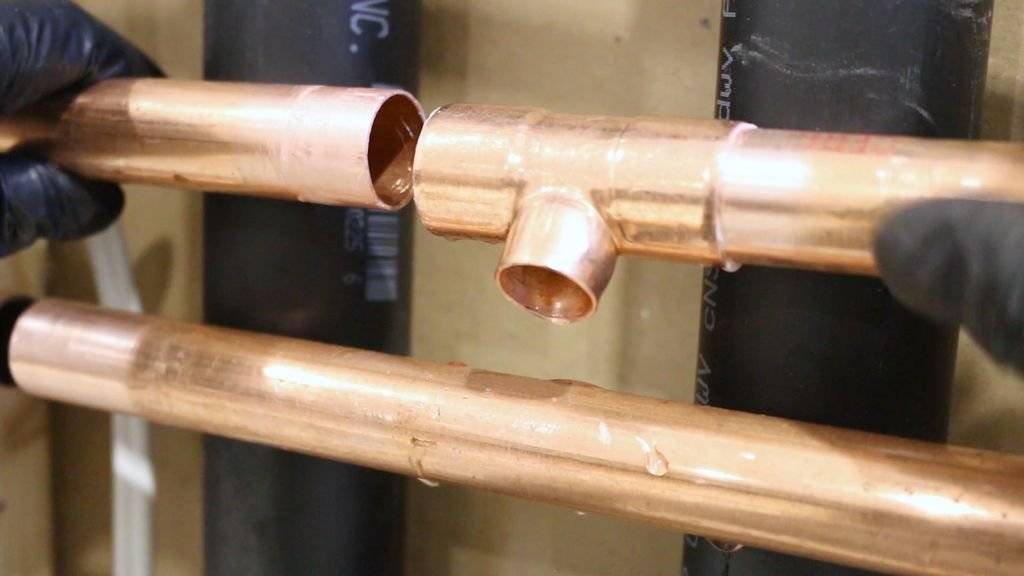
Технология пайки медных труб включает в себя следующие этапы:
- Первым делом при помощи трубореза отрезается подходящий кусок трубы, имеющий необходимые размеры. Фаску на внутренней части трубы желательно срезать – это снизит гидравлическое сопротивление в трубопроводе.
- Когда фаска снята, наружная часть патрубка и внутренняя поверхность фитинга зачищается. Для зачистки медных деталей отлично подходит синтетическая губка с жесткими волокнами. В губке не должно быть металлических элементов.
- Зачищенные места покрываются флюсом для пайки. Флюс необходим для надежного контакта соединяемых поверхностей.
- Фитинг надевается на подготовленный к работе край трубы, после чего можно заниматься непосредственно пайкой элементов.
- В первую очередь нужно начать прогревание стыка фитинга с патрубком при помощи газовой горелки. В таком состоянии все элементы удерживаются до расплавления флюса.
- При достижении необходимой температуры нужно взять прут мягкого припоя и приложить его к месту, где должен быть сварной шов.
- Если все предыдущие операции были выполнены верно, а температура горелки подобрана правильно, то припой начнет плавиться и потечет в стык, полностью заполняя все необходимое пространство.
- Остается лишь дождаться, пока припой остынет. Для охлаждения можно использовать воду, но особой необходимости в этом нет – шов хорошо остывает даже при комнатной температуре. Когда медные трубы для отопления и фитинги спаяны, можно подключать их к отопительной системе и запускать ее.

В описанной технологии нет ничего сложного – все действия просты, понятны и доступны даже начинающему мастеру. Конечно, перед чистовой пайкой придется поупражняться, чтобы монтаж отопления из медных труб не был сопряжен с неожиданными трудностями – например, правильно определить время нагрева деталей перед пайкой без практики очень сложно.
Заключение
Медные трубы – это дорогостоящий, но очень качественный материал, который отлично подходит для обустройства отопления. Длительный срок службы и способность противостоять большинству агрессивных воздействий делают медные изделия выгодным долгосрочным приобретением. Если же грамотно подойти к вопросу монтажа отопления из меди и выполнить все операции правильно, то в результате получится надежнейшая система отопления из медных труб, которая по долговечности может сравниться со всем зданием.









Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд. При нагреве мягкий припой начинает плавиться и заполнять соединение
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.
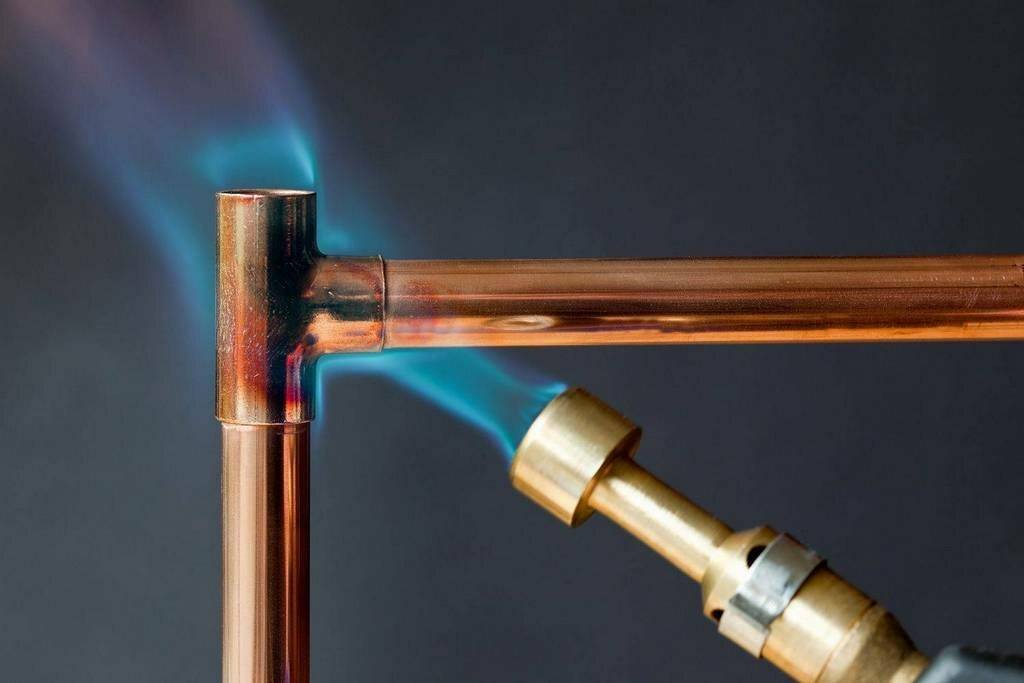
Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
https://youtube.com/watch?v=N9QwpYEQpUw
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой. Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.









Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги. Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.